Protezione Ambientale e Durata Superiori
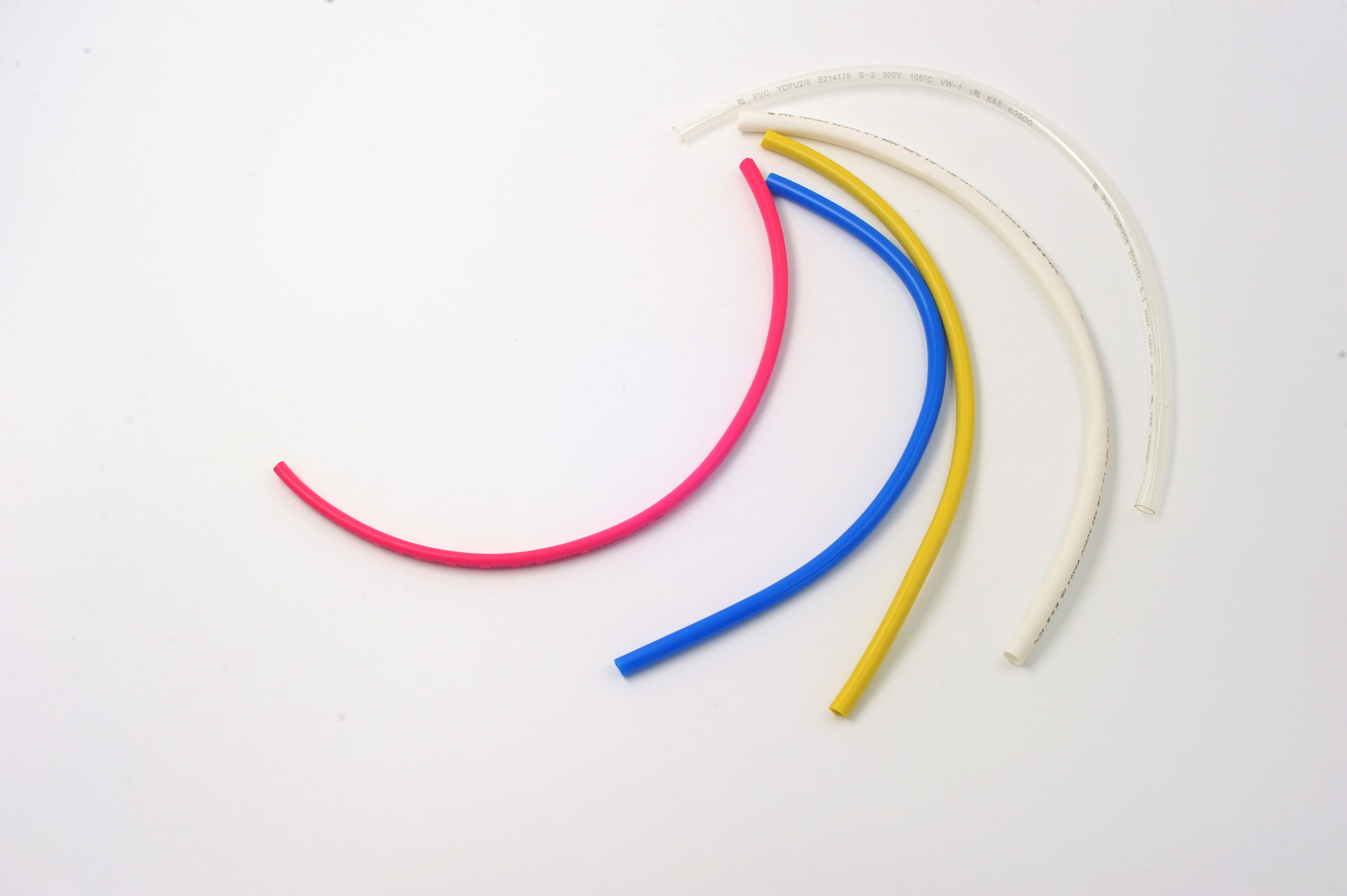
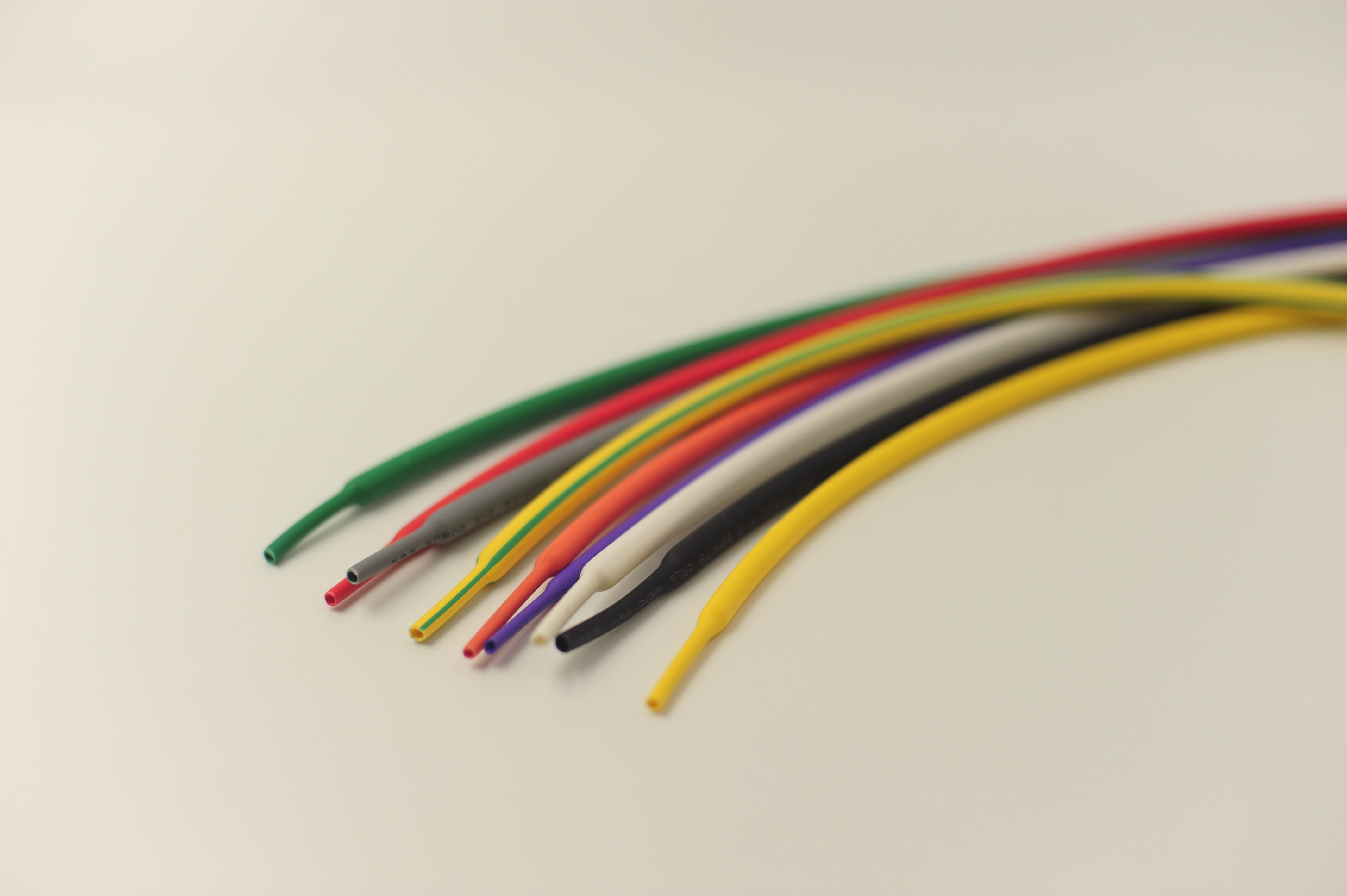
I tubi termorestringenti colorati offrono un’eccezionale protezione ambientale grazie alla loro composizione polimerica ingegnerizzata e ai processi produttivi avanzati, garantendo prestazioni affidabili nelle applicazioni industriali e all’aperto più impegnative. La struttura in poliolefina reticolata crea una barriera robusta contro l’ingresso di umidità, l’esposizione a sostanze chimiche e i danni meccanici, superando i metodi convenzionali di protezione dei cavi. I test di resistenza all’acqua dimostrano un’integrità di tenuta completa in condizioni di immersione, con tassi di trasmissione del vapore acqueo inferiori a 0,1 grammi per metro quadrato al giorno, impedendo efficacemente la corrosione e i guasti elettrici in ambienti umidi o bagnati. Le proprietà di resistenza chimica estendono la protezione contro oli, carburanti, acidi, basi e solventi industriali comuni, rendendo il tubo adatto a impianti di lavorazione chimica, applicazioni automobilistiche e installazioni marittime, dove l’esposizione a sostanze aggressive è routinaria. La struttura molecolare del materiale conferisce una flessibilità intrinseca che consente di assorbire dilatazione e contrazione termica senza crepature o fenditure, mantenendo l’integrità protettiva durante cicli termici che distruggerebbero alternative rigide. La durabilità meccanica include resistenza all’abrasione, agli urti e alle vibrazioni, fenomeni comuni su attrezzature mobili, applicazioni automobilistiche e macchinari industriali. Una resistenza a trazione superiore a 15 MPa garantisce che il tubo mantenga la propria integrità strutturale sotto sollecitazioni meccaniche, pur offrendo sufficiente flessibilità per l’installazione lungo percorsi complessi. Le proprietà ignifughe soddisfano rigorosi standard di sicurezza, tra cui UL224 e i requisiti CSA, con caratteristiche di autosestinguibilità che impediscono la propagazione dell’incendio lungo i cavi. Il materiale mostra un’eccellente resistenza all’invecchiamento: test di vita accelerata indicano una durata operativa superiore a 20 anni in condizioni normali di funzionamento. La stabilizzazione UV ne previene il degrado causato dalle radiazioni solari, eliminando la fragilità e le crepature che colpiscono materiali non protetti nelle applicazioni all’aperto. I test in nebbia salina confermano l’idoneità per ambienti marittimi, senza evidenze di corrosione o degrado del materiale dopo 1000 ore di esposizione. Queste capacità protettive complete riducono i requisiti di manutenzione, prolungano la vita utile delle apparecchiature e migliorano l’affidabilità del sistema, mantenendo nel contempo i vantaggi di identificazione visiva per tutta la durata del servizio.