Superior Protección Ambiental y Durabilidad
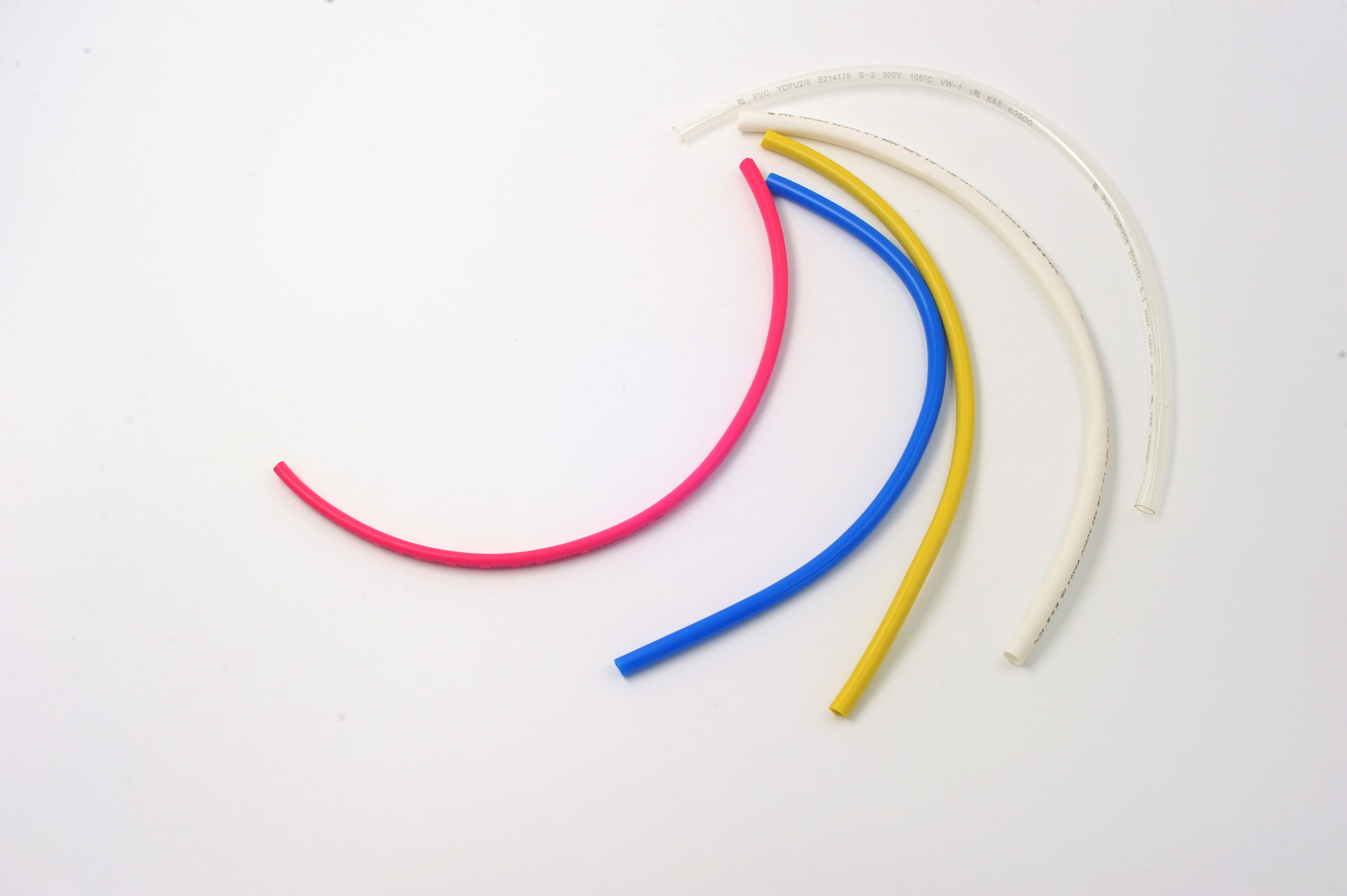
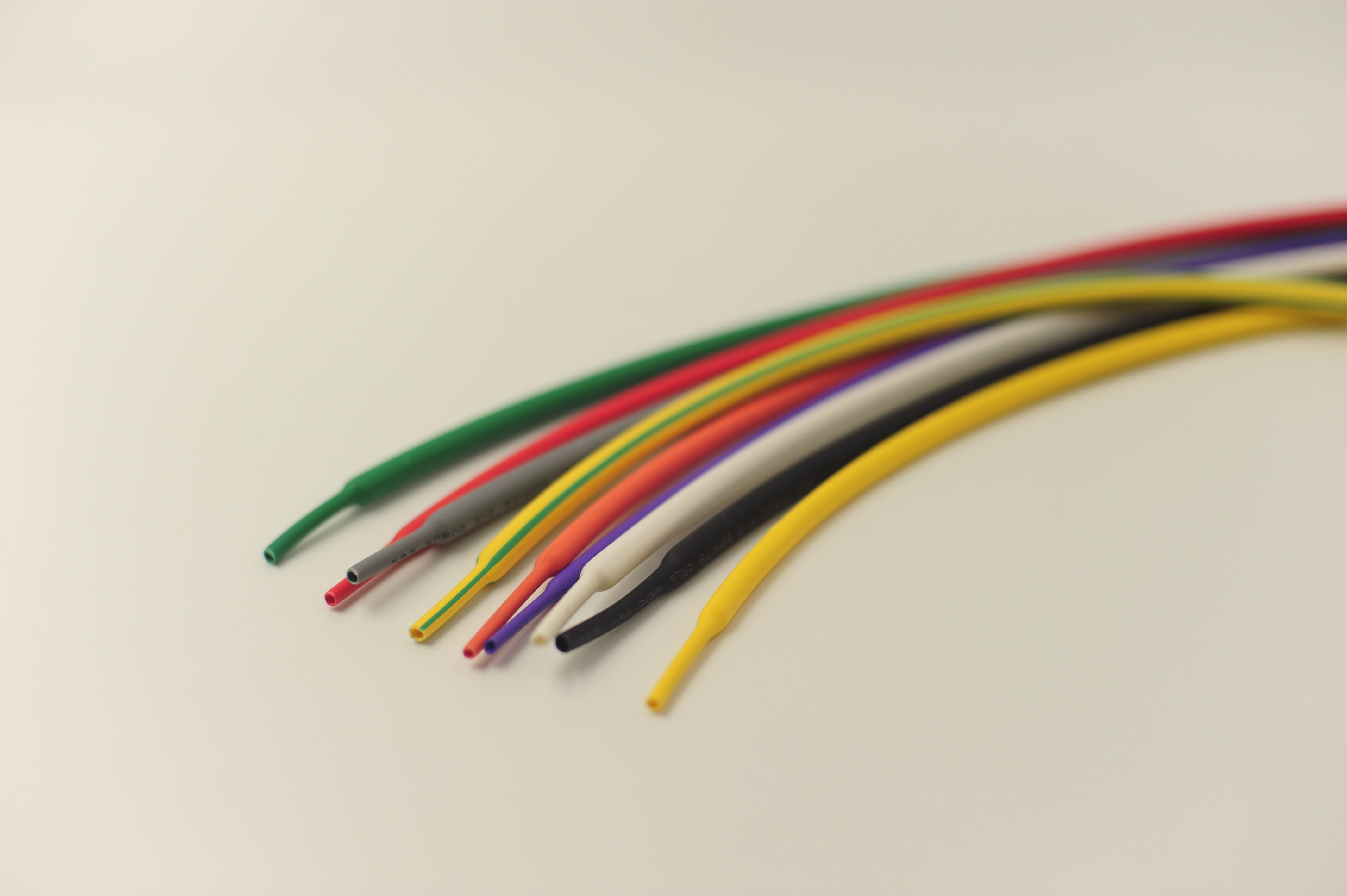
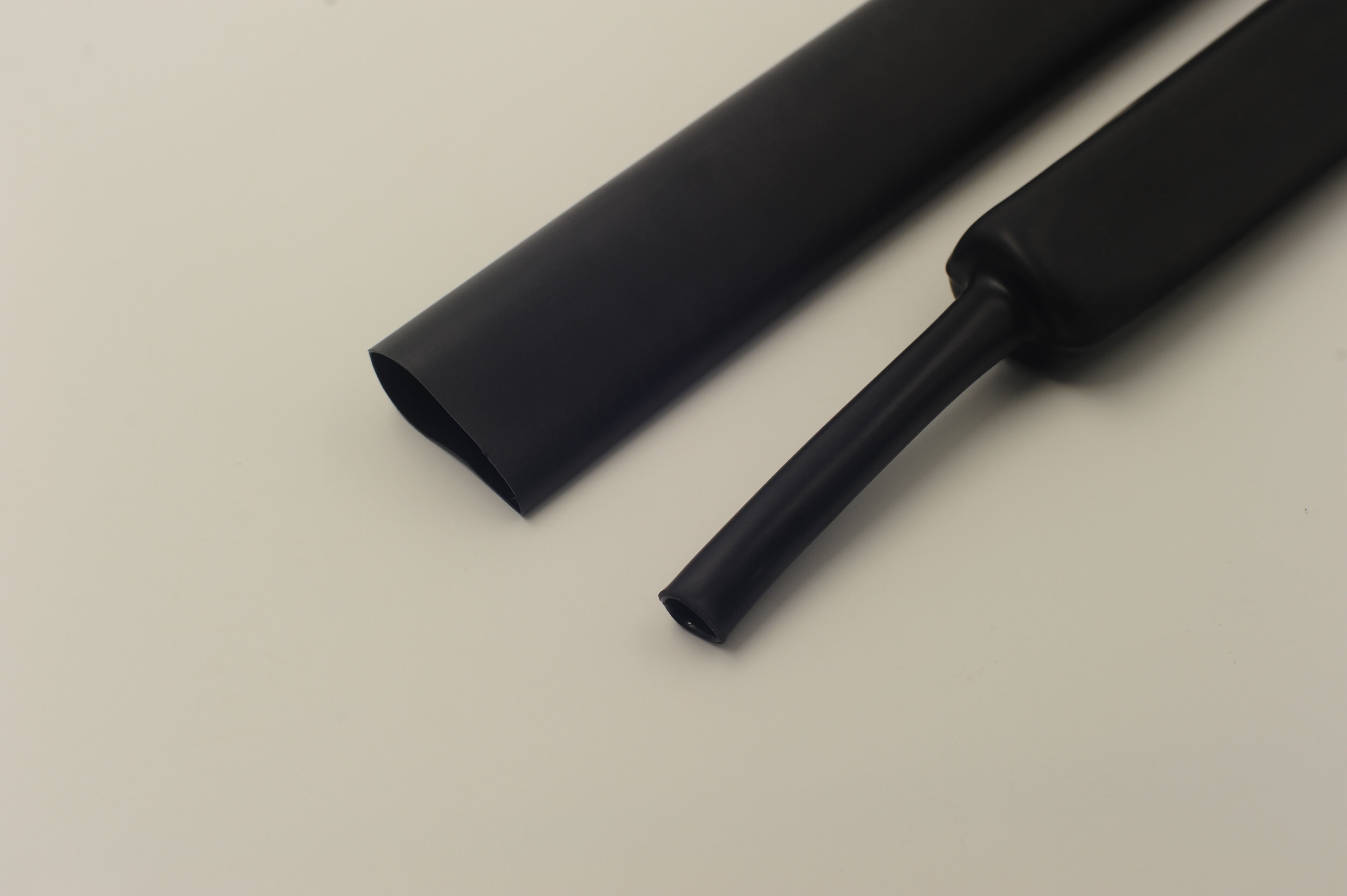
Los tubos termocontraíbles de colores ofrecen una protección ambiental excepcional gracias a su composición polimérica ingenierizada y a sus avanzados procesos de fabricación, garantizando un rendimiento fiable en las aplicaciones industriales y exteriores más exigentes. Su construcción de poliolefina reticulada crea una barrera robusta contra la entrada de humedad, la exposición química y los daños mecánicos, superando a los métodos convencionales de protección de cables. Las pruebas de resistencia al agua demuestran una integridad total del sellado bajo condiciones de inmersión, con tasas de transmisión de vapor de agua inferiores a 0,1 gramos por metro cuadrado por día, lo que evita eficazmente la corrosión y los fallos eléctricos en entornos húmedos o mojados. Sus propiedades de resistencia química amplían la protección frente a aceites, combustibles, ácidos, álcalis y disolventes industriales comunes, lo que hace que este tubo sea adecuado para plantas de procesamiento químico, aplicaciones automotrices e instalaciones marinas, donde la exposición a sustancias agresivas es habitual. La estructura molecular del material proporciona una flexibilidad inherente que permite acomodar la expansión y contracción térmicas sin agrietarse ni partirse, manteniendo así su integridad protectora a lo largo de ciclos de temperatura que destruirían alternativas rígidas. Su durabilidad mecánica incluye resistencia a la abrasión, al impacto y a las vibraciones, fenómenos frecuentes en equipos móviles, aplicaciones automotrices y maquinaria industrial. Una resistencia a la tracción superior a 15 MPa asegura que el tubo conserve su integridad estructural bajo esfuerzos mecánicos, al tiempo que ofrece suficiente flexibilidad para su instalación en recorridos complejos. Sus propiedades ignífugas cumplen rigurosos estándares de seguridad, como los requisitos UL224 y CSA, con características autorretráctiles que impiden la propagación del fuego a lo largo de los cables. El material presenta una excelente resistencia al envejecimiento: las pruebas aceleradas de vida útil indican una duración operativa superior a 20 años en condiciones normales de funcionamiento. La estabilización UV evita la degradación por radiación solar, eliminando la fragilidad y las grietas que afectan a los materiales no protegidos en aplicaciones exteriores. Las pruebas de niebla salina confirman su idoneidad para entornos marinos, sin evidencia de corrosión ni degradación del material tras 1000 horas de exposición. Estas capacidades integrales de protección reducen los requerimientos de mantenimiento, prolongan la vida útil de los equipos y mejoran la fiabilidad del sistema, manteniendo al mismo tiempo los beneficios de identificación visual durante todo el período de servicio.