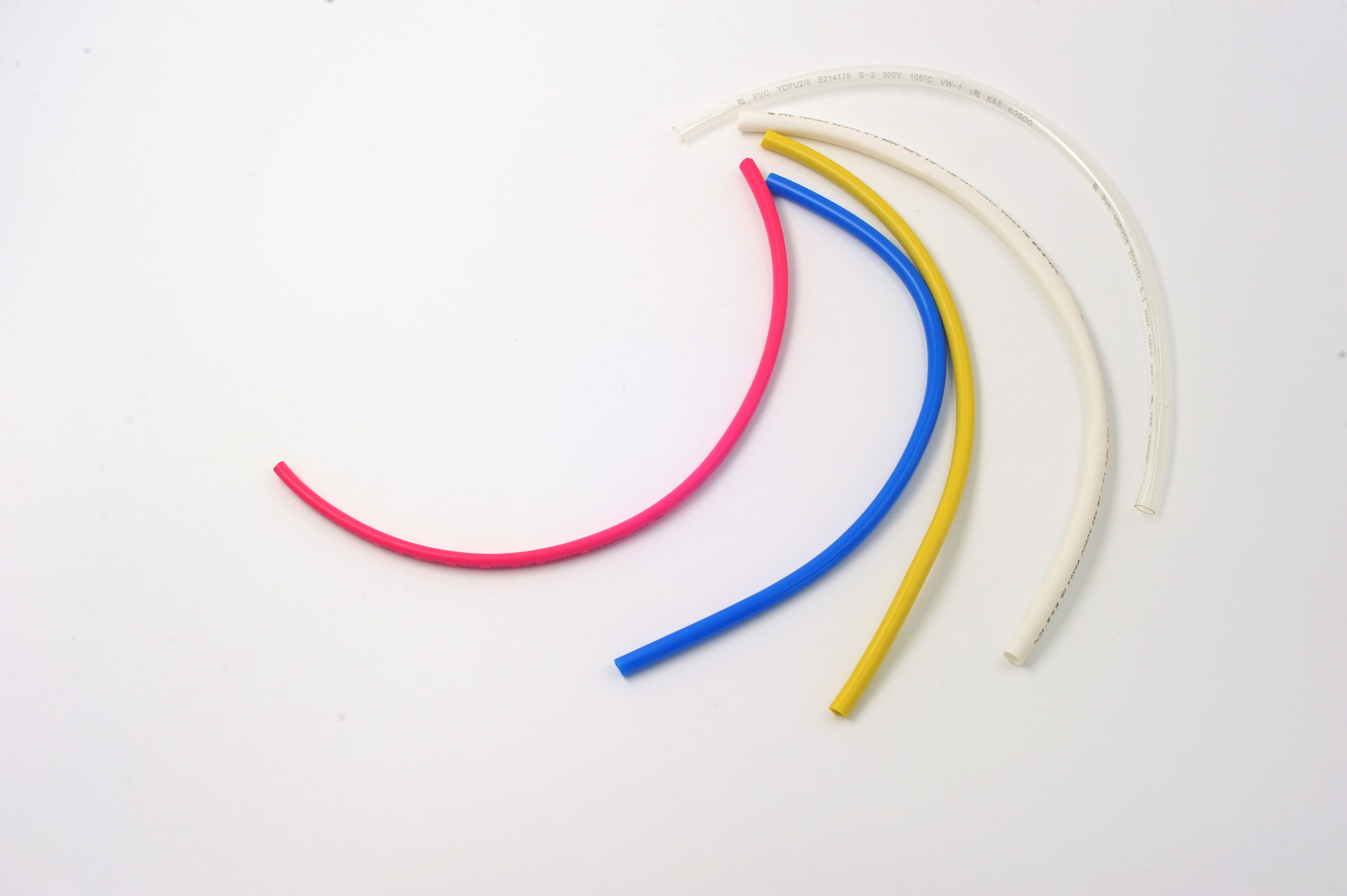
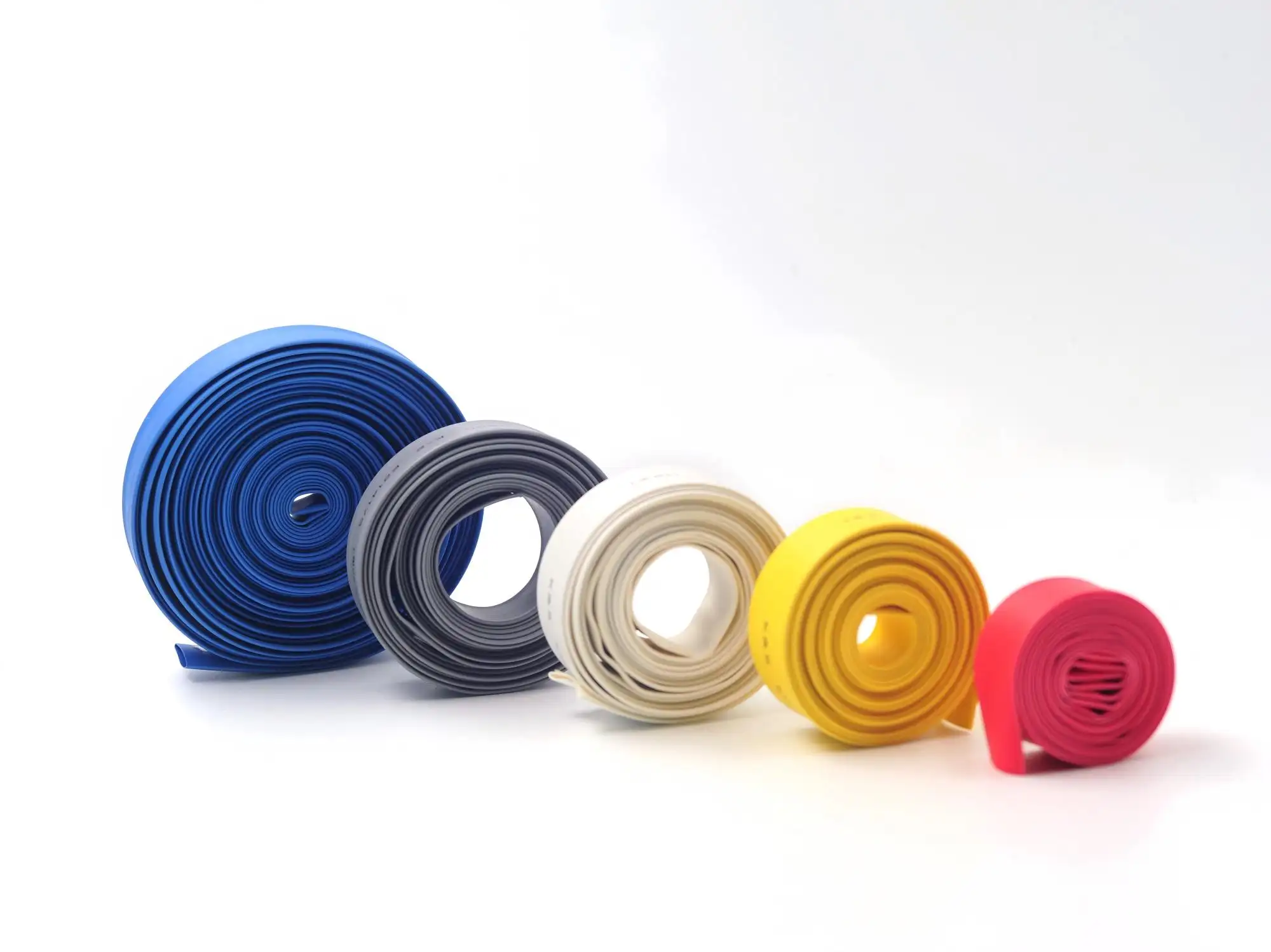
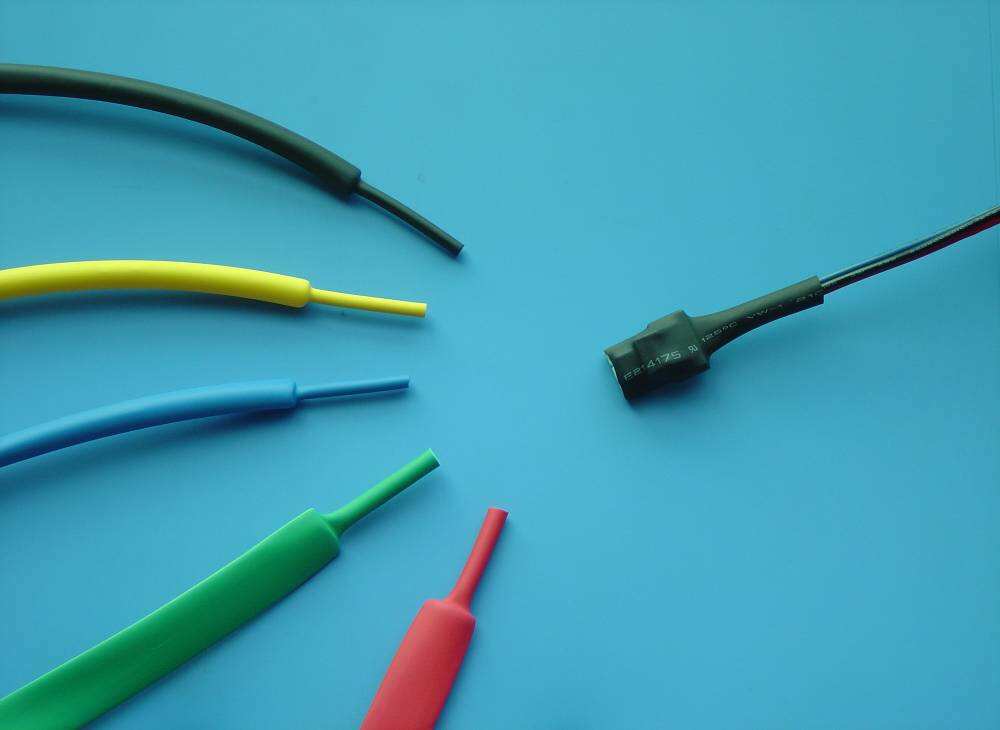
tubo termoretráctil impermeable
El tubo termoretráctil impermeable representa un avance revolucionario en la tecnología de protección eléctrica, combinando excelentes propiedades aislantes con una excepcional capacidad de resistencia a la humedad. Este producto innovador actúa como una barrera protectora de doble capa que se contrae al aplicarle calor, creando un sello hermético alrededor de las conexiones eléctricas, cables y componentes. La función principal del tubo termoretráctil impermeable consiste en ofrecer una protección ambiental completa, manteniendo al mismo tiempo la integridad eléctrica en condiciones adversas. Su fundamento tecnológico descansa en materiales poliméricos especializados, diseñados con características mejoradas para bloquear la humedad y responder térmicamente. Al aplicar calor, el tubo se contrae de forma uniforme para formar un recinto ajustado y resistente a las intemperies, que impide la entrada de agua, la corrosión y los fallos eléctricos. El revestimiento adhesivo interior se activa durante el proceso de calentamiento, generando una unión permanente entre el tubo y los materiales de sustrato. Las aplicaciones marinas utilizan ampliamente el tubo termoretráctil impermeable para proteger sistemas de navegación, equipos de comunicación y redes de distribución de energía expuestos a entornos con agua salada. La industria automotriz depende de esta tecnología para proteger módulos electrónicos de control, conexiones de sensores e haces de cableado sometidos a condiciones climáticas extremas y a la acción de escombros viales. Las infraestructuras de telecomunicaciones exteriores requieren una protección fiable contra la precipitación, la humedad y las fluctuaciones de temperatura, lo que convierte al tubo termoretráctil impermeable en un elemento esencial para garantizar la fiabilidad de la red. Las instalaciones de cables subterráneos se benefician de sus propiedades bloqueadoras de humedad, que evitan la penetración de agua subterránea y la consiguiente degradación eléctrica. El sector de la construcción emplea estos tubos para proteger sistemas de automatización de edificios, redes de seguridad y equipos de gestión energética frente a la exposición ambiental. Las aplicaciones militares y aeroespaciales exigen los estándares de rendimiento más exigentes, donde el tubo termoretráctil impermeable proporciona una protección crítica para la electrónica esencial en misiones que opera en entornos severos. Los procesos de fabricación incorporan medidas de control de calidad que aseguran un espesor de pared constante, relaciones de retracción uniformes y un rendimiento fiable del adhesivo en todas las especificaciones del producto.