Compatibilidade Universal e Processo de Instalação Fácil
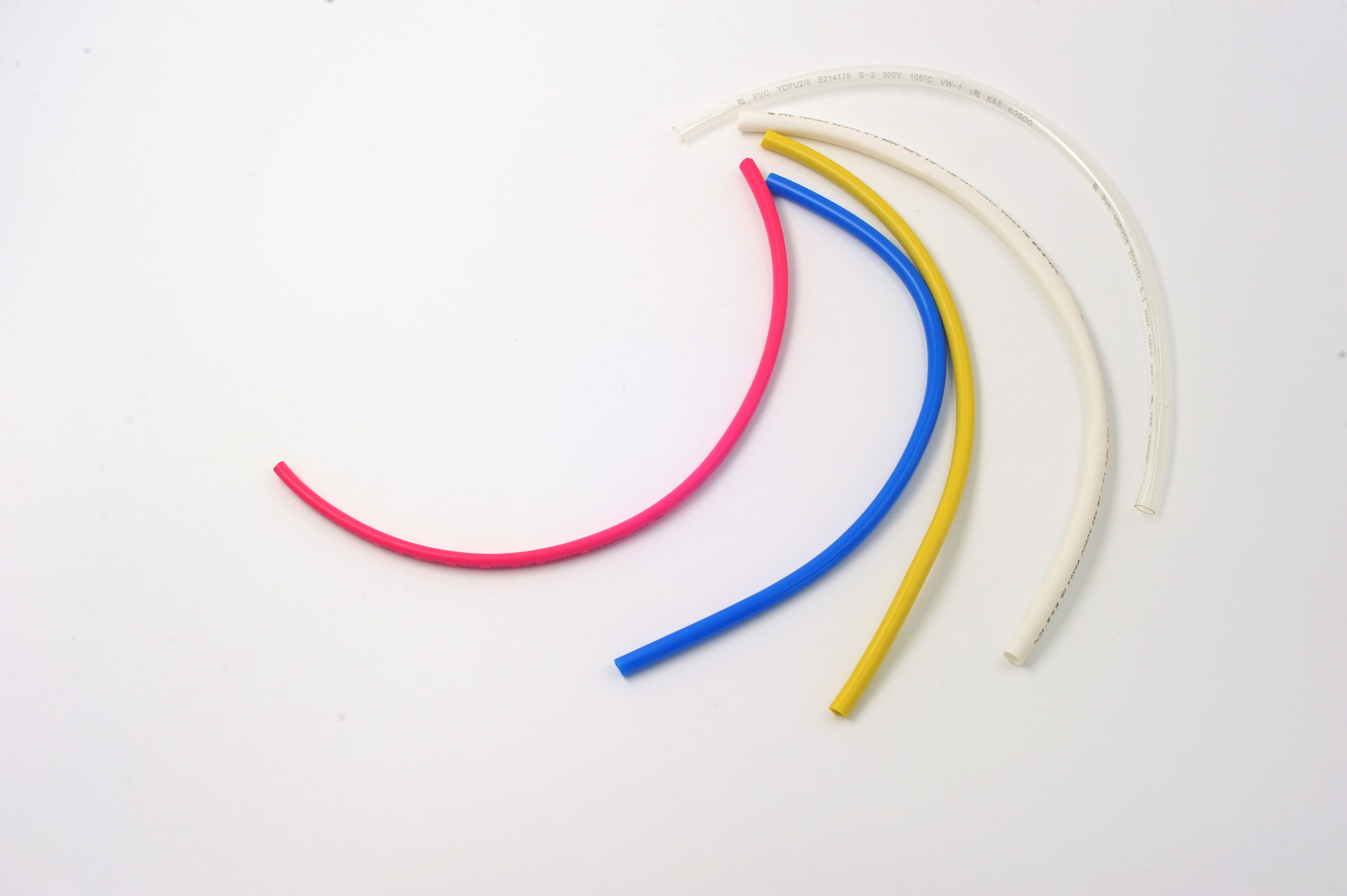
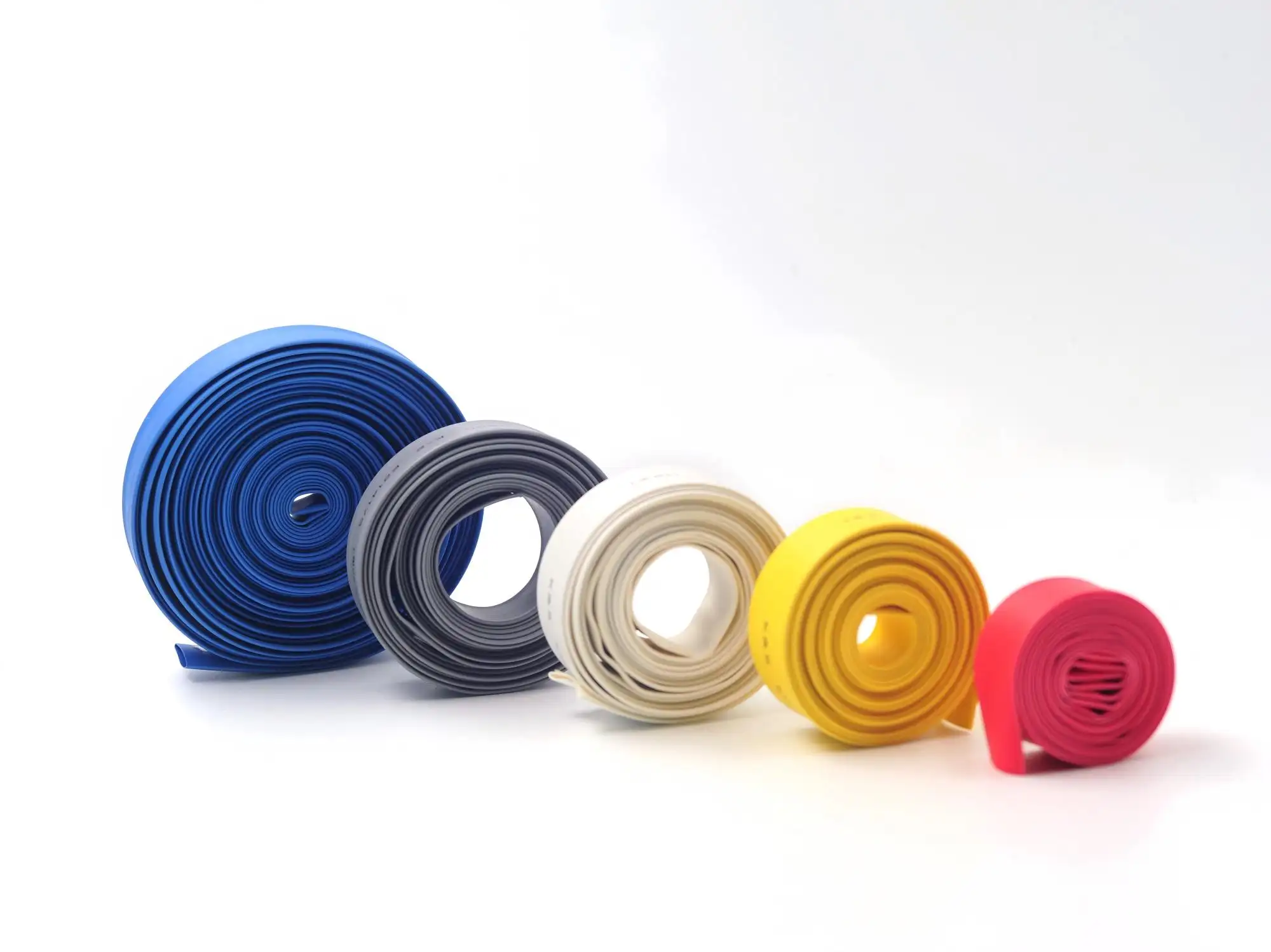
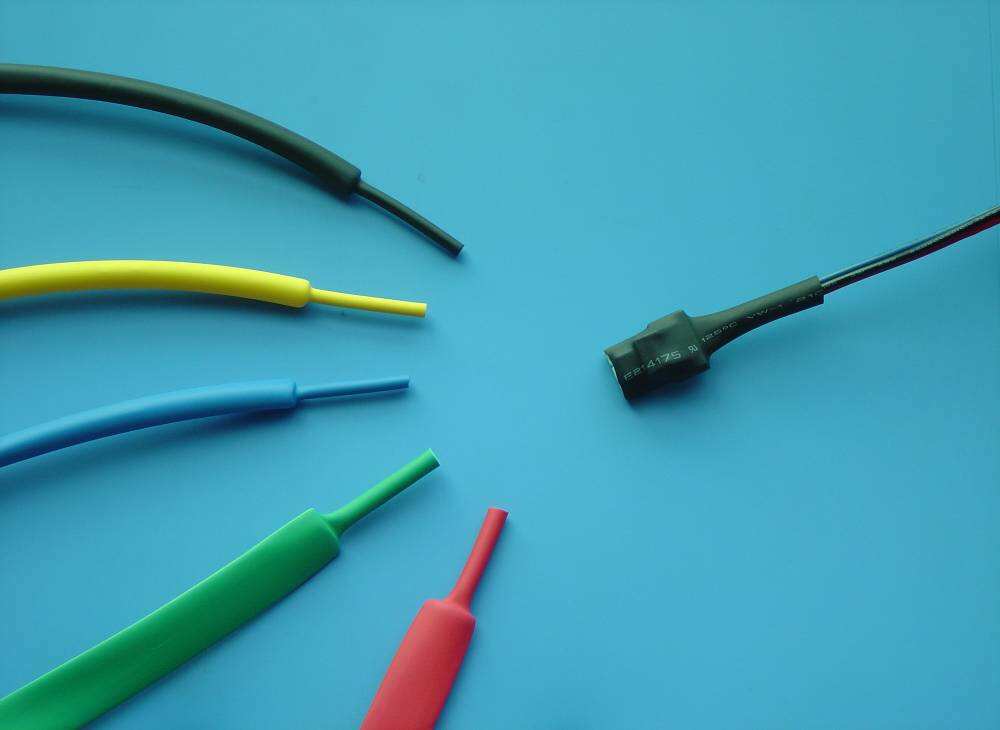
O tubo termorretrátil impermeável destaca-se por oferecer compatibilidade universal em diversos requisitos de aplicação, ao mesmo tempo que mantém os procedimentos de instalação mais simples da indústria de tubos protetores. A ampla gama de tamanhos acomoda diâmetros de cabos que vão de fios finos até condutores industriais de grande porte, eliminando a necessidade de múltiplas linhas de produtos ou cálculos complexos de dimensionamento. As relações padrão de retração asseguram um ajuste previsível em diversos materiais de substrato, incluindo cobre, alumínio, cabos de fibra óptica e condutores compostos utilizados em sistemas elétricos modernos. O processo de instalação exige apenas a aplicação básica de calor com pistolas térmicas, fornos ou maçaricos convencionais, disponíveis na maioria das instalações de manutenção, evitando equipamentos especializados caros ou programas extensos de treinamento técnico. A ativação térmica ocorre dentro de uma faixa controlada que previne danos a componentes eletrônicos sensíveis, garantindo ao mesmo tempo a ativação completa do adesivo e a contração uniforme do tubo. A tolerância generosa durante a instalação permite pequenos ajustes de posicionamento no decorrer do aquecimento, acomodando condições de campo nas quais o posicionamento preciso possa ser desafiador. Indicadores visuais durante a instalação incluem mudanças de cor e modificações na textura da superfície, que confirmam o aquecimento adequado e a ativação completa do adesivo, eliminando suposições e assegurando proteção confiável. O tubo termorretrátil impermeável adere eficazmente a diversos materiais de substrato sem exigir produtos químicos de preparação de superfície ou aplicações de primer, que complicam os procedimentos de instalação e aumentam os custos do projeto. O tempo de trabalho flexível permite que técnicos posicionem vários tubos antes da aplicação de calor, melhorando a eficiência da instalação em conjuntos de cabos complexos com numerosos pontos de conexão. As características uniformes de retração impedem a formação de bolsas de ar ou vedação incompleta, que poderiam comprometer, ao longo do tempo, a proteção contra umidade e a integridade elétrica. Os procedimentos de verificação da instalação incluem inspeção visual simples e testes básicos de continuidade para confirmar a proteção adequada, sem exigir equipamentos diagnósticos especializados ou protocolos extensivos de ensaio. As capacidades de instalação em campo permitem reparos e modificações no local, sem necessidade de devolução à fábrica ou acesso a instalações especializadas, reduzindo o tempo de inatividade e os custos de manutenção. O tubo termorretrátil impermeável mantém suas propriedades protetoras mesmo quando instalado em condições subótimas, proporcionando desempenho confiável em diferentes níveis de habilidade técnica e condições ambientais encontradas em aplicações reais.