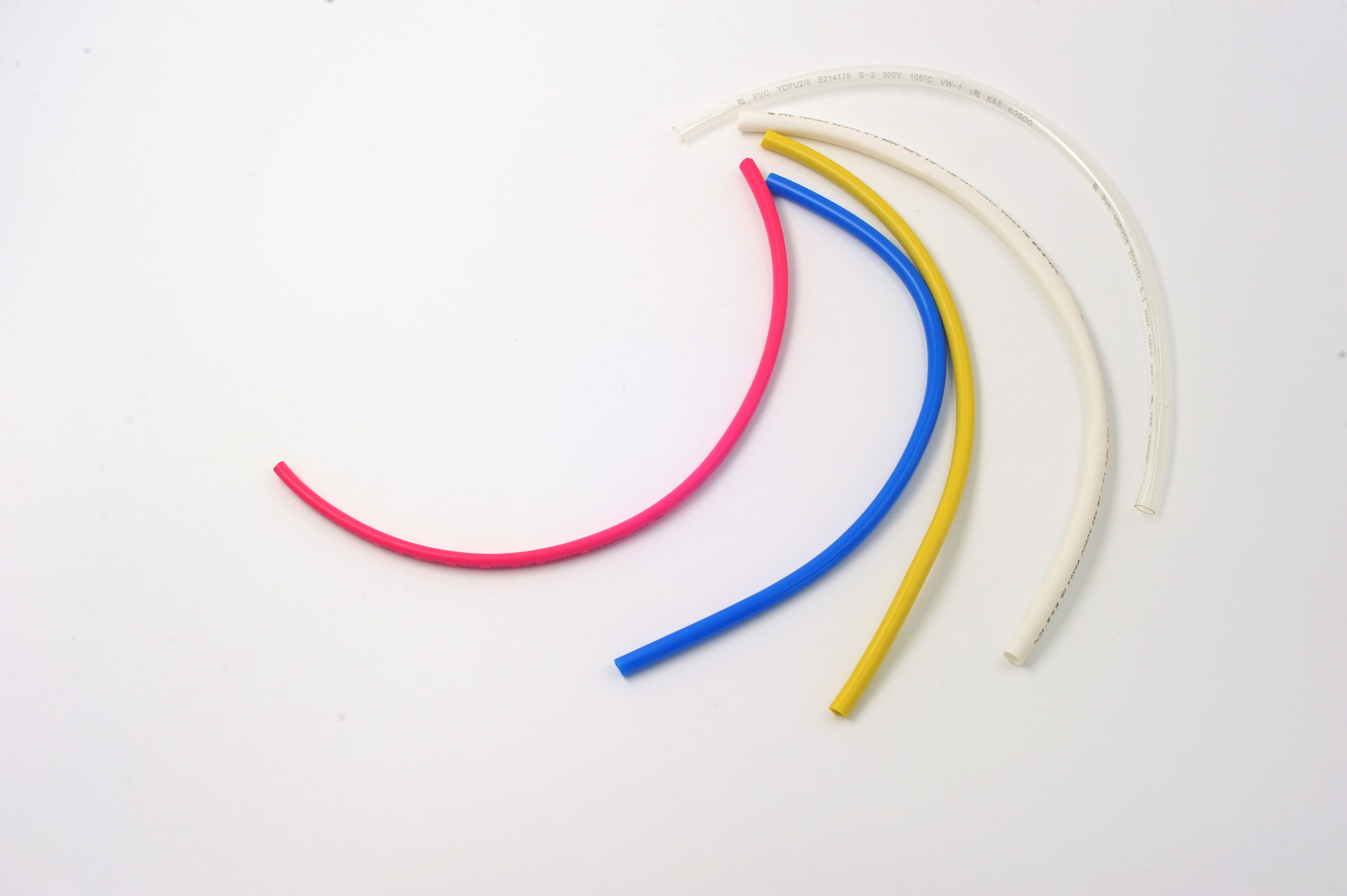
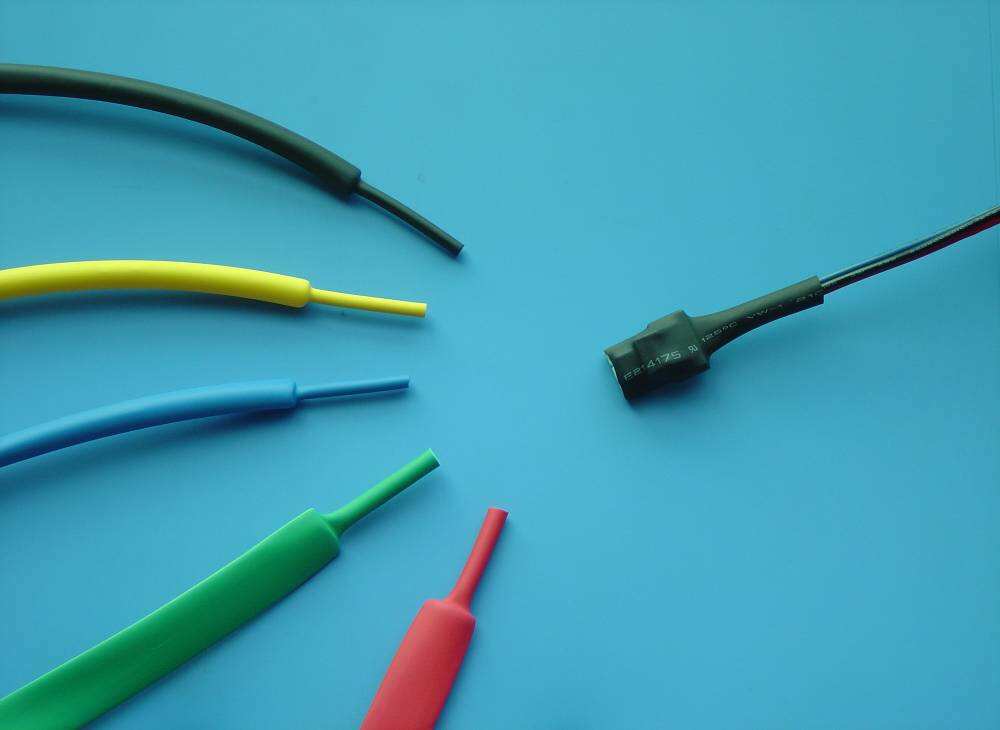
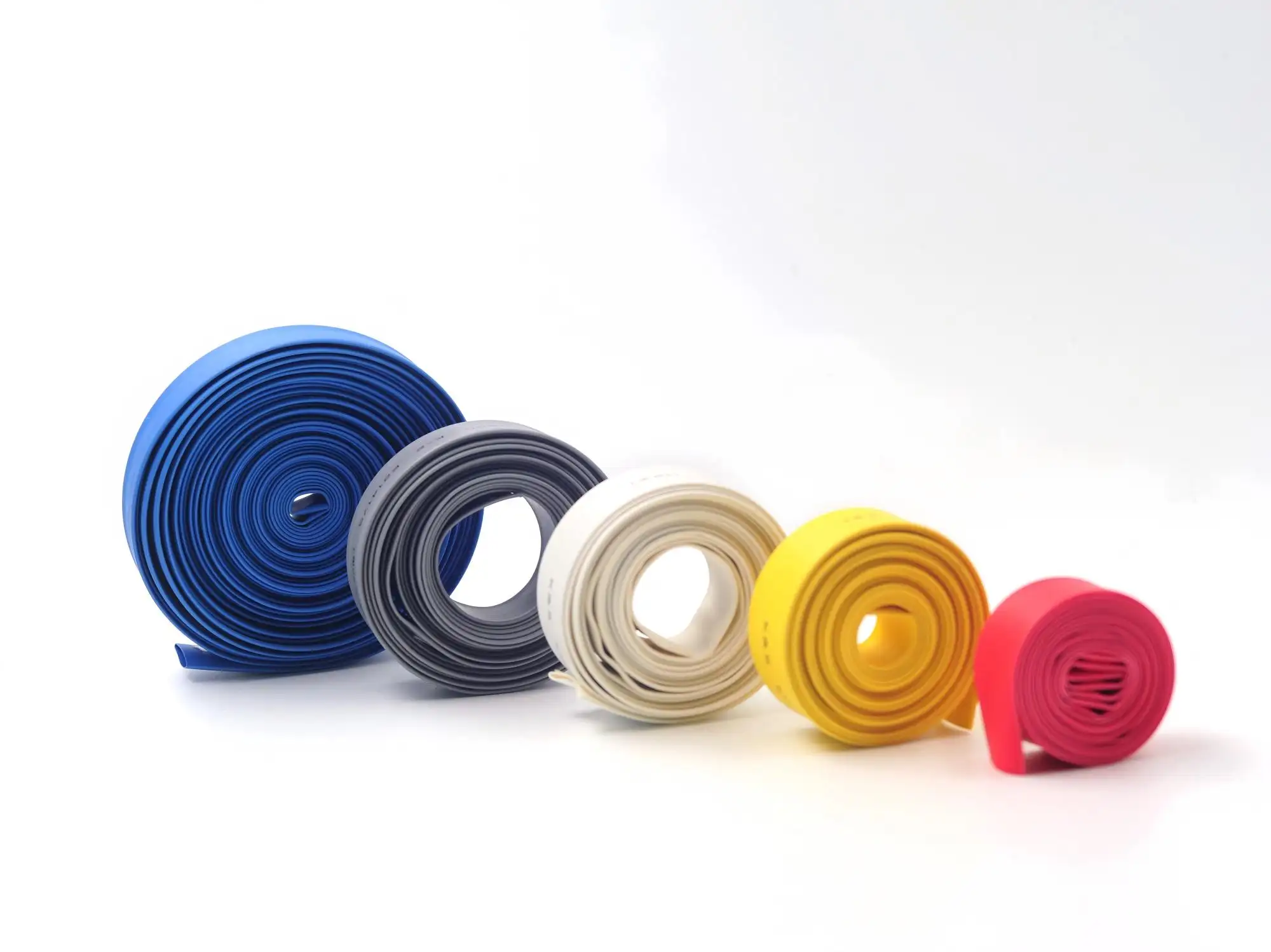
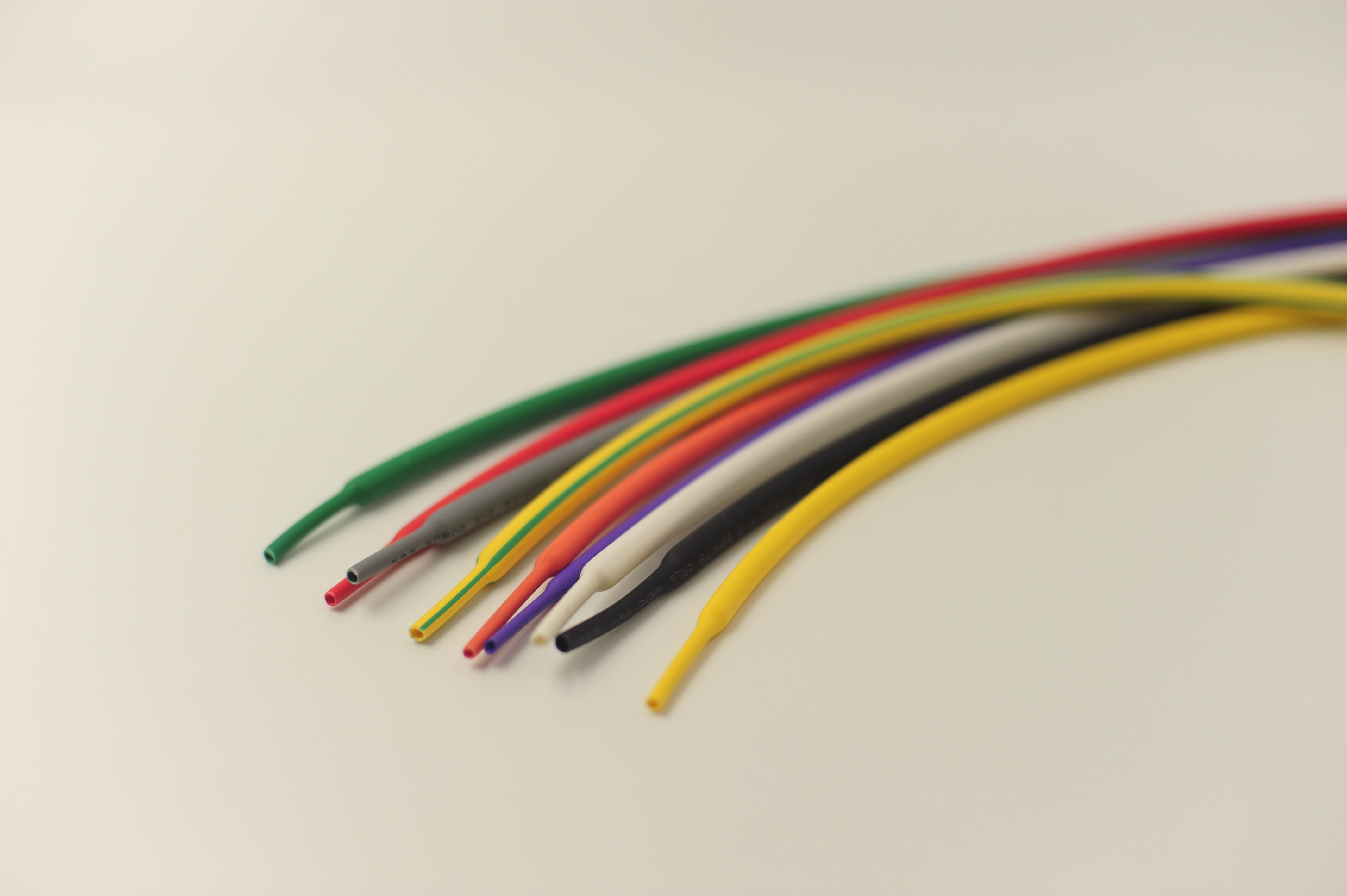
heat shrinkable tube na may kalidad na pang-industriya
Ang heat shrinkable tube na may antas na pang-industriya ay kumakatawan sa isang napakahusay na solusyon para sa proteksyon na idinisenyo upang tumugon sa mahigpit na mga kinakailangan ng mga modernong aplikasyon sa industriya. Ang espesyalisadong polymer tubing na ito ay gumagamit ng mga advanced na thermoplastic na materyales na sumusukat nang pantay kapag inilalantad sa kontroladong init, na lumilikha ng isang hindi napapasok na barrier sa paligid ng mga kable, kawad, mga sambungan, at iba pang mga bahagi. Ang heat shrinkable tube na may antas na pang-industriya ay gumagana sa pamamagitan ng isang tiyak na mekanismo ng molecular memory, kung saan ang materyales ay 'naaalala' ang orihinal nitong mas maliit na diameter at bumabalik sa estado na iyon kapag iniinit sa pagitan ng 125 hanggang 175 degree Celsius. Ang transpormasyong ito ay lumilikha ng isang mahigpit at walang puwang na protektibong layer na nagpapangalaga sa mga sensitibong electrical connection laban sa kahalumigmigan, kemikal, pagsusuot, at iba pang kontaminante mula sa kapaligiran. Ang teknolohikal na pundasyon ng heat shrinkable tube na may antas na pang-industriya ay umaasa sa mga cross-linked polyethylene o fluoropolymer na komposisyon na nananatiling napakahusay sa flexibility habang nagbibigay ng exceptional na dielectric strength. Ang mga materyales na ito ay dinaanan ng electron beam irradiation sa panahon ng paggawa, na lumilikha ng molecular cross-links na nagpapahusay sa mechanical properties at thermal stability. Ang ratio ng pag-sukat ay karaniwang nasa pagitan ng 2:1 hanggang 6:1, na nagbibigay-daan sa pag-aacommodate ng iba’t ibang sukat ng mga bahagi gamit ang iisang diameter ng tube. Kasama sa mga pangunahing tungkulin nito ang electrical insulation na may voltage rating hanggang 1000V, environmental sealing laban sa pagsusulot ng tubig at alikabok na may rating na IP67, strain relief para sa mga cable termination, at proteksyon laban sa corrosion para sa mga metal substrate. Ang mga aplikasyon nito sa industriya ay saklaw ang telecommunications infrastructure, automotive wiring harnesses, aerospace cable assemblies, marine electrical systems, renewable energy installations, at mga koneksyon ng heavy machinery. Ang heat shrinkable tube na may antas na pang-industriya ay nagpapakita ng kamangha-manghang resistance sa temperatura, na gumagana nang epektibo mula sa -55°C hanggang +135°C sa mga kondisyon ng patuloy na paggamit. Ang pag-install nito ay nangangailangan lamang ng karaniwang heat guns, oven, o espesyal na heating tools, na ginagawang praktikal at epektibo ang aplikasyon sa field. Kasama sa mga sertipikasyon nito ang UL, CSA, at military specifications, na nagsisigurado sa pagkakasunod sa internasyonal na mga standard sa kaligtasan at mga kinakailangan sa performance sa iba’t ibang sektor ng industriya.