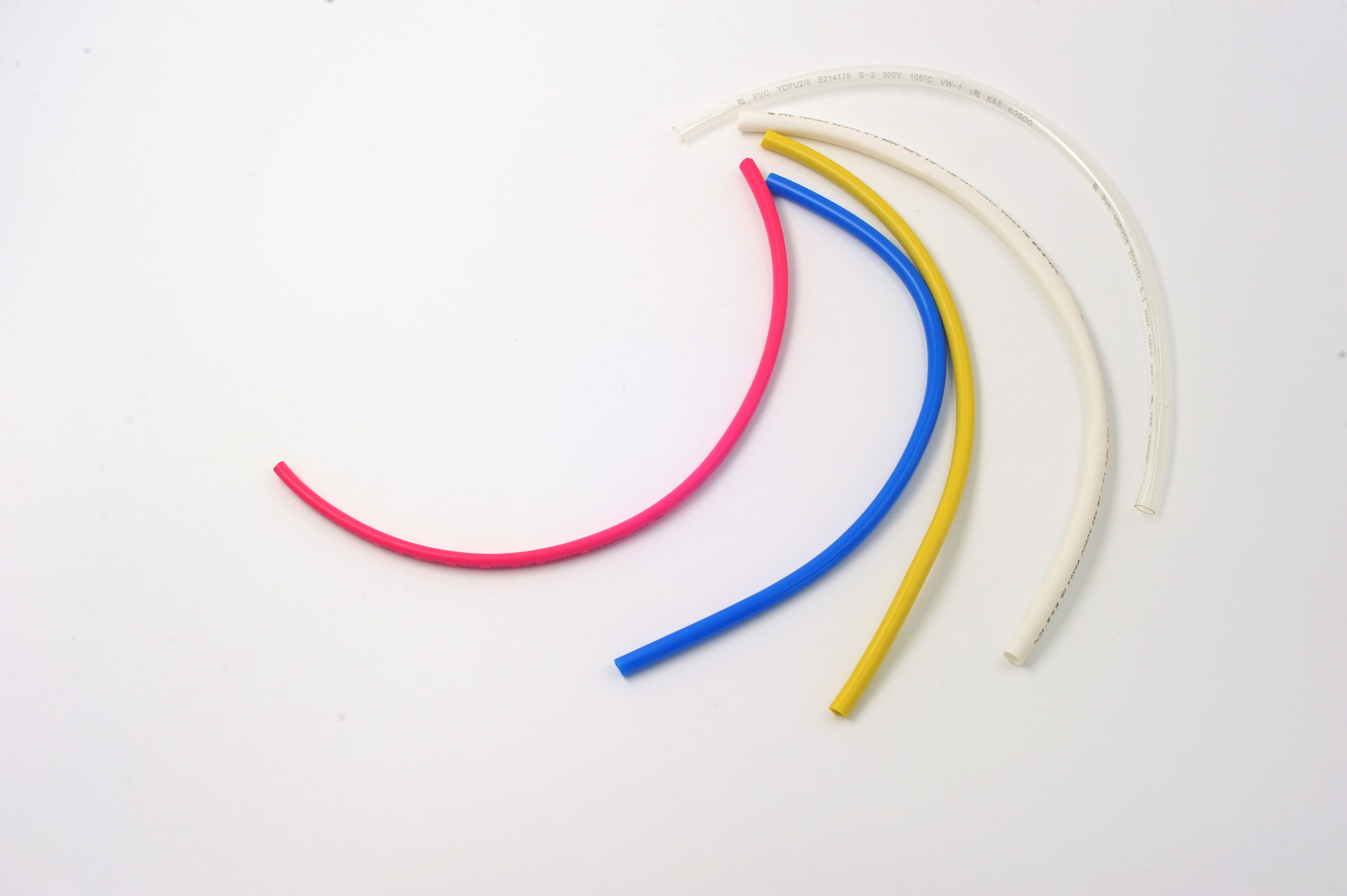
tubo na tumutumba sa init na may pampigil sa apoy
Ang tubo na nababagay sa init na may anti-sunog na katangian ay kumakatawan ng isang mahalagang solusyon sa proteksyon sa mga modernong aplikasyon sa elektrikal at pang-industriya, na pagsasama-sama ng advanced na polymer na teknolohiya at superior na katangian na laban sa apoy. Ang espesyalisadong materyal na ito para sa tubo ay sumusukat nang pantay kapag pinainitan, na lumilikha ng mahigpit na protektibong barrier sa paligid ng mga kable, kawad, at komponente habang pinapanatili ang napakahusay na kakayahan na labanan ang apoy. Ang tubo na nababagay sa init na may anti-sunog na katangian ay gumaganap ng maraming mahahalagang tungkulin, kabilang ang pag-insulate sa elektrikal, proteksyon sa kapaligiran, pagbawas ng tensyon (strain relief), at pagkilala sa kable—na ginagawa itong isang hindi maiiwasang bahagi sa iba’t ibang industriya. Ang teknolohikal na pundasyon ng tubo na nababagay sa init na may anti-sunog na katangian ay umaasa sa cross-linked polymer chemistry, kung saan ang materyal ay dumadaan sa kontroladong molecular restructuring habang ginagawa upang makamit ang kanyang natatanging katangian sa pagsumat. Kapag inilantad sa init na karaniwang nasa hanay na 80°C hanggang 150°C, ang tubo ay binabawasan ang kanyang diameter ng humigit-kumulang 50–75 porsyento, na sumasapat nang eksakto sa ilalim na substrate. Ang mga katangian nito na anti-sunog ay nagmumula sa mga espesyal na pormuladong additive na nakikisali sa proseso ng pagsusunog, na humihinto sa pagkalat ng apoy at binabawasan ang paglabas ng usok sa panahon ng sunog. Kasama sa mga pangunahing teknolohikal na katangian nito ang napakahusay na dielectric strength, superior na resistance sa kemikal, malawak na hanay ng operasyon sa temperatura mula -55°C hanggang 135°C, at pagkakasunod sa mahigpit na internasyonal na mga standard sa kaligtasan tulad ng mga sertipikasyon ng UL, CSA, at IEC. Ang tubo na nababagay sa init na may anti-sunog na katangian ay malawakang ginagamit sa mga aerospace wiring harnesses, mga automotive electrical systems, telecommunications infrastructure, marine electronics, railway signaling equipment, at industrial automation systems. Sa mga aplikasyon sa aerospace, ang mga tubong ito ay nagpaprotekta sa kritikal na wiring ng flight control habang sumusunod sa mahigpit na regulasyon sa kaligtasan laban sa apoy. Ginagamit ng mga tagagawa ng sasakyan ang tubo na nababagay sa init na may anti-sunog na katangian para sa proteksyon ng wiring sa loob ng engine compartment, kung saan ang mataas na temperatura at potensyal na panganib ng sunog ay nangangailangan ng maaasahang proteksyon. Ang mga kumpanya sa telecommunications ay umaasa sa mga produktong ito para sa outdoor cable installations, underground conduits, at mga equipment room kung saan ang kaligtasan laban sa apoy ay lubhang mahalaga. Ang versatility ng tubo na nababagay sa init na may anti-sunog na katangian ay umaabot din sa mga military application, produksyon ng medical device, at renewable energy systems, kung saan ang pare-parehong performance sa ilalim ng ekstremong kondisyon ay mahalaga para sa kaligtasan ng operasyon at pagkakasunod sa regulasyon.