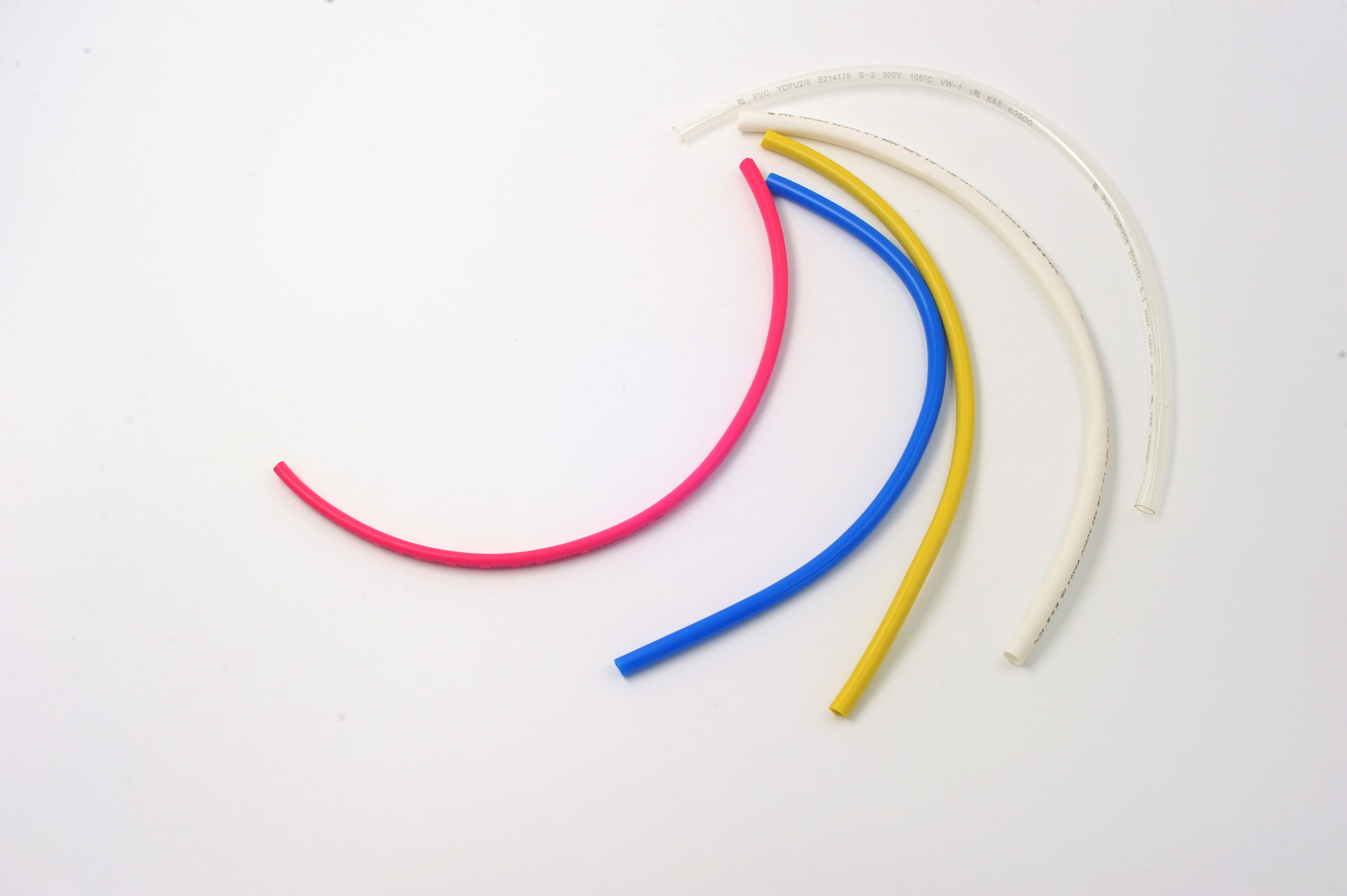
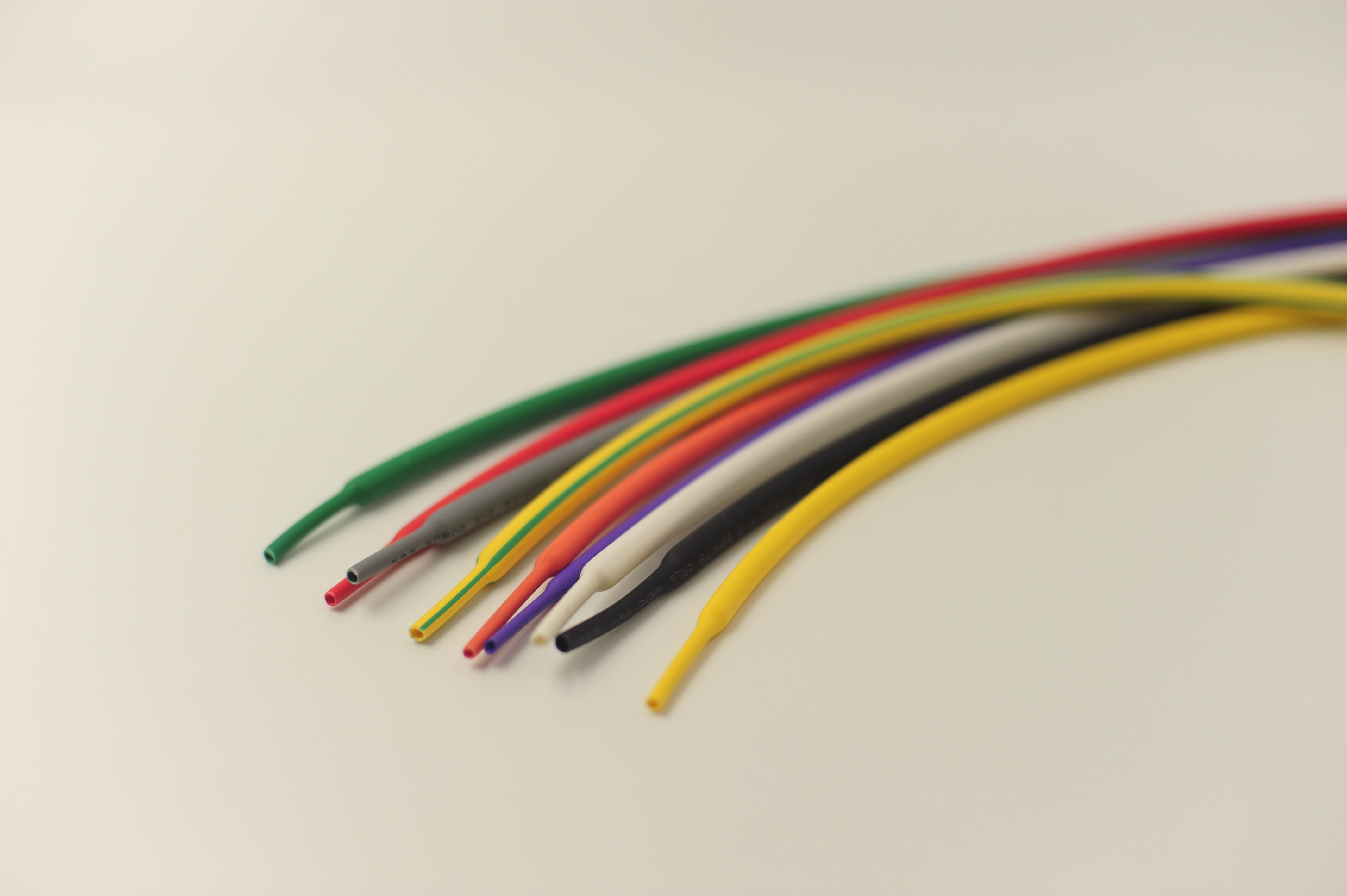
flame retardant heat shrinkable tube
Flame retardant heat shrinkable tube represents a crucial protective solution in modern electrical and industrial applications, combining advanced polymer technology with superior fire-resistant properties. This specialized tubing material contracts uniformly when heated, creating a tight-fitting protective barrier around cables, wires, and components while maintaining exceptional flame resistance capabilities. The flame retardant heat shrinkable tube serves multiple essential functions, including electrical insulation, environmental protection, strain relief, and cable identification, making it an indispensable component across various industries. The technological foundation of flame retardant heat shrinkable tube relies on cross-linked polymer chemistry, where the material undergoes controlled molecular restructuring during manufacturing to achieve its unique shrinking properties. When exposed to heat sources typically ranging from 80°C to 150°C, the tube reduces its diameter by approximately 50-75 percent, conforming precisely to the underlying substrate. The flame retardant characteristics stem from specially formulated additives that interrupt combustion processes, preventing flame propagation and reducing smoke emission during fire conditions. Key technological features include excellent dielectric strength, superior chemical resistance, wide operating temperature ranges from -55°C to 135°C, and compliance with stringent international safety standards including UL, CSA, and IEC certifications. The flame retardant heat shrinkable tube finds extensive applications in aerospace wiring harnesses, automotive electrical systems, telecommunications infrastructure, marine electronics, railway signaling equipment, and industrial automation systems. In aerospace applications, these tubes protect critical flight control wiring while meeting strict fire safety regulations. Automotive manufacturers utilize flame retardant heat shrinkable tube for engine compartment wiring protection, where high temperatures and potential fire hazards demand reliable protection. Telecommunications companies depend on these products for outdoor cable installations, underground conduits, and equipment rooms where fire safety is paramount. The versatility of flame retardant heat shrinkable tube extends to military applications, medical device manufacturing, and renewable energy systems, where consistent performance under extreme conditions is essential for operational safety and regulatory compliance.