heat shrink tubing for cable insulation
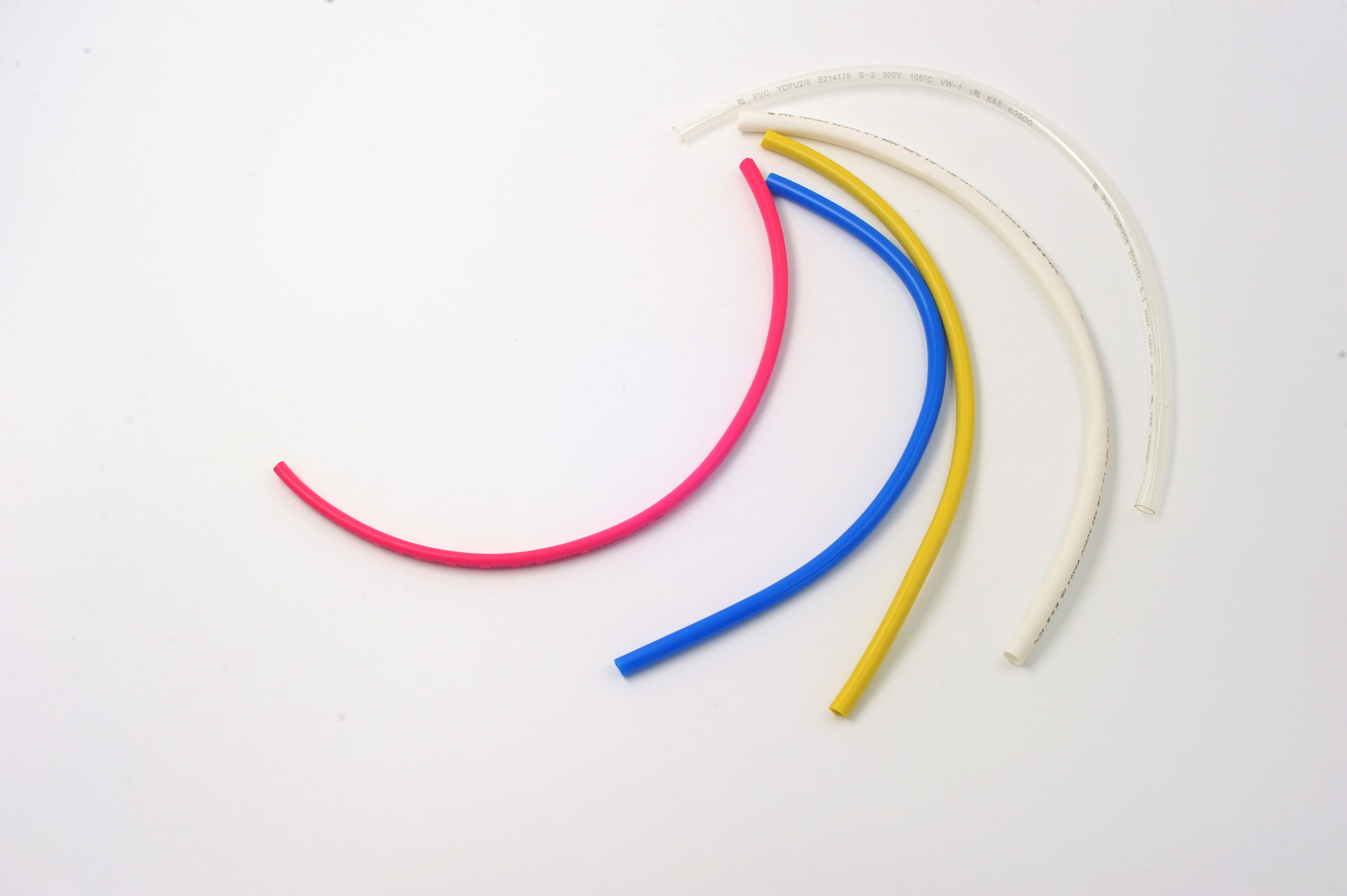
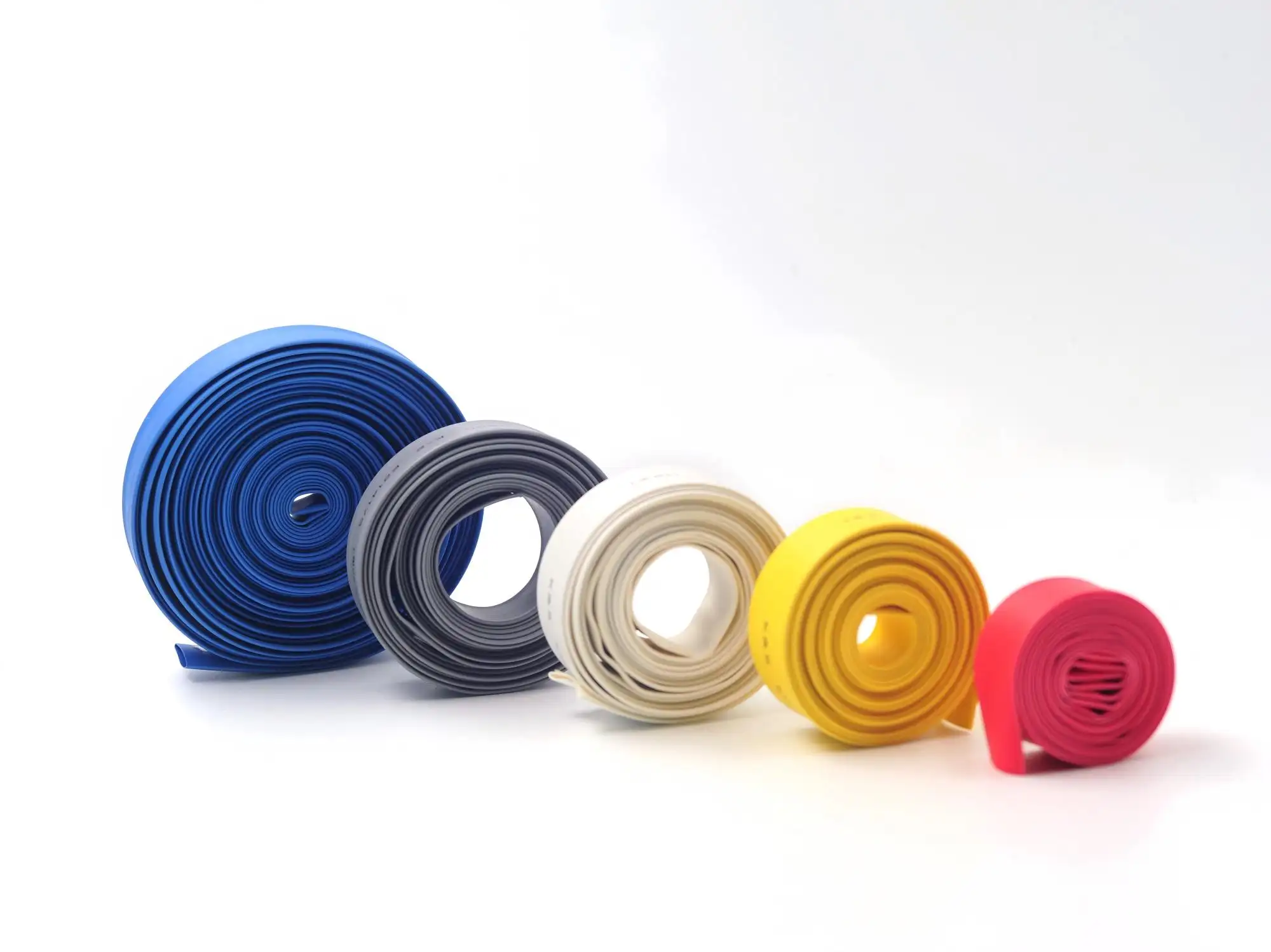
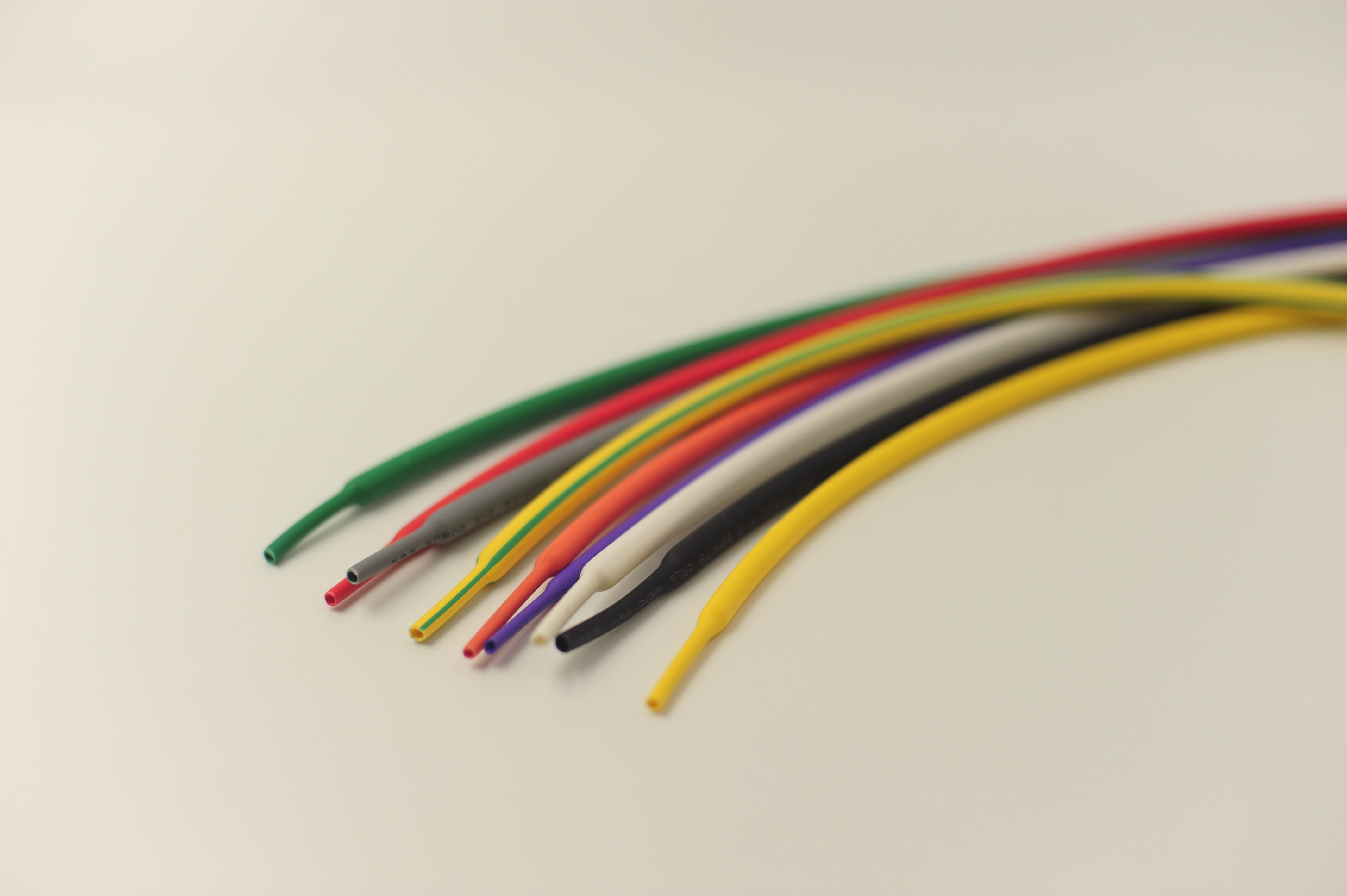
Heat shrink tubing for cable insulation represents a revolutionary solution in electrical protection and wire management systems. This specialized polymer-based material contracts uniformly when heated, creating a secure, weatherproof seal around cables, wires, and connectors. The fundamental principle relies on memory polymers that return to their original manufactured size when exposed to controlled heat application, typically through heat guns or ovens. Modern heat shrink tubing for cable insulation incorporates advanced materials like polyolefin, PVC, fluoropolymers, and cross-linked polyethylene, each engineered for specific environmental conditions and performance requirements. The technology behind heat shrink tubing for cable insulation ensures consistent shrinkage ratios, usually ranging from 2:1 to 4:1, allowing accommodation of various cable diameters within a single tube size. Key functions include moisture protection, electrical insulation enhancement, mechanical strain relief, and electromagnetic interference shielding. The multi-layered construction often features inner adhesive linings that create hermetic seals, preventing water ingress and corrosion in harsh environments. Temperature resistance varies significantly across different formulations, with standard options handling -55°C to +135°C, while specialized variants withstand extreme conditions up to +200°C or higher. Applications span across telecommunications infrastructure, automotive wiring harnesses, aerospace systems, marine installations, industrial machinery, and residential electrical repairs. The versatility extends to military and defense applications where reliability under extreme conditions remains paramount. Installation processes require minimal specialized equipment, making heat shrink tubing for cable insulation accessible for both professional electricians and DIY enthusiasts. Quality standards like UL recognition, CSA approval, and military specifications ensure consistent performance across different manufacturers. The material's chemical resistance properties protect against oils, solvents, and various industrial chemicals, extending cable lifespan significantly. Environmental benefits include recyclability options and reduced maintenance requirements, contributing to sustainable electrical installation practices.