shrink sleeve tubing
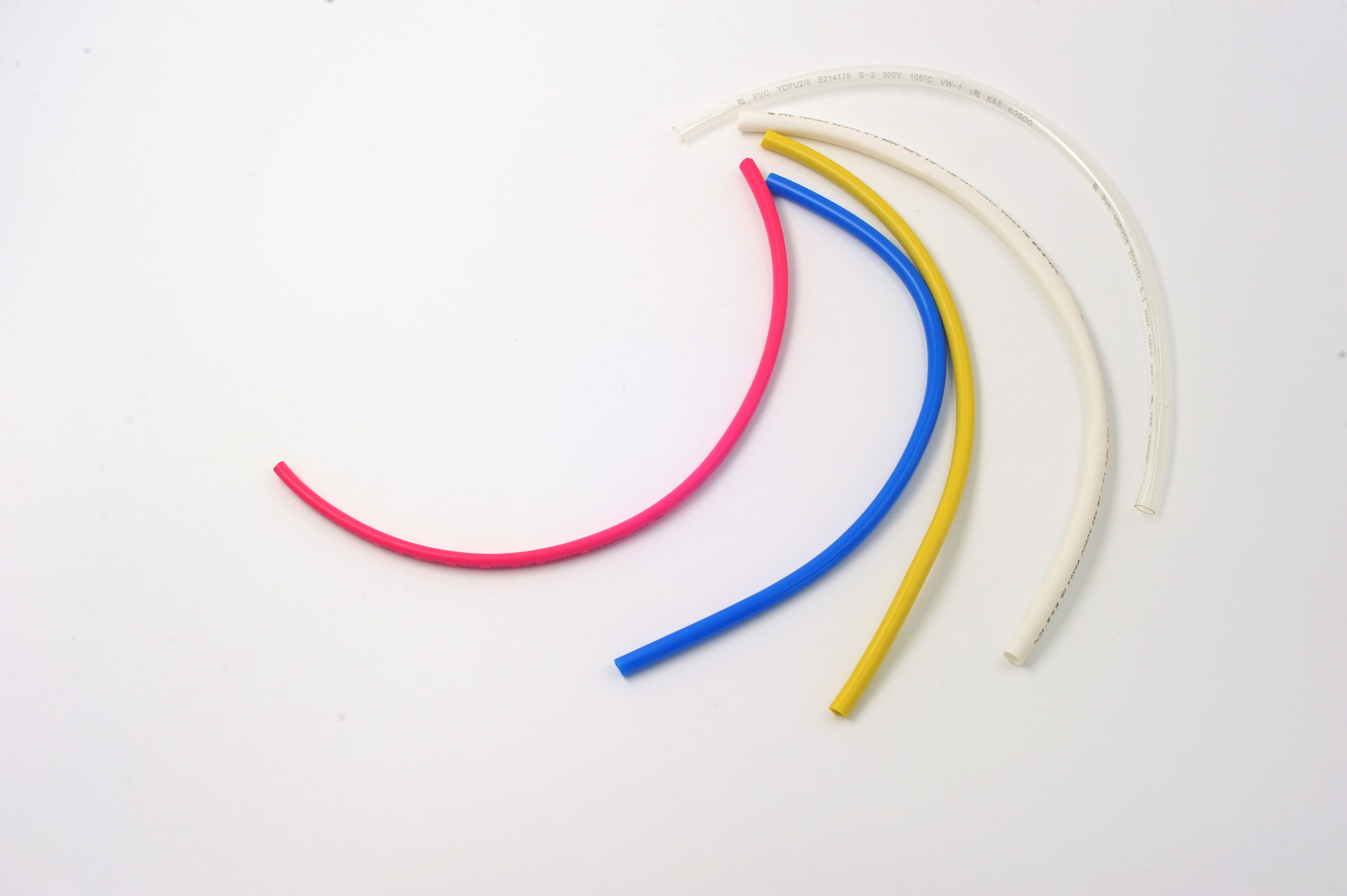
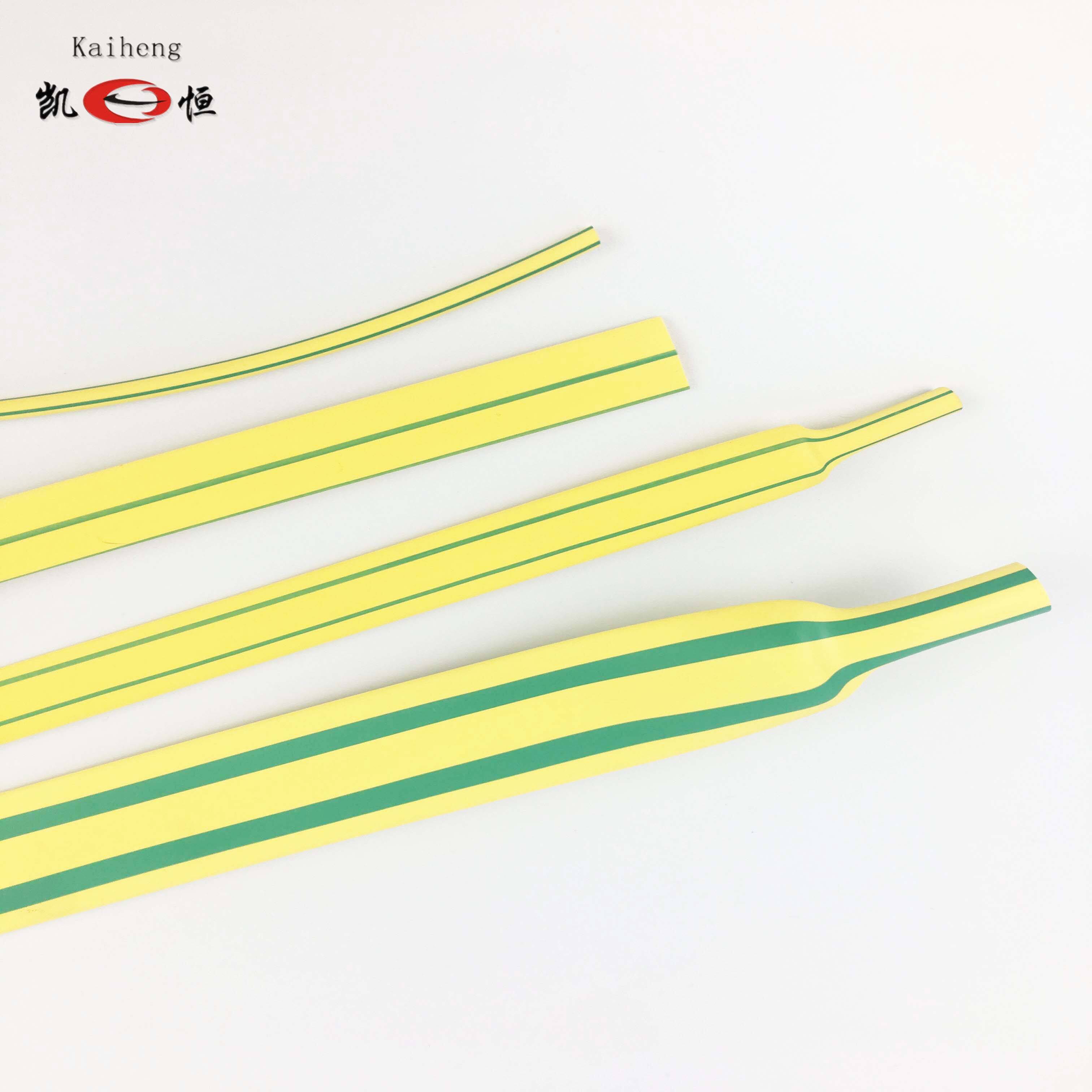
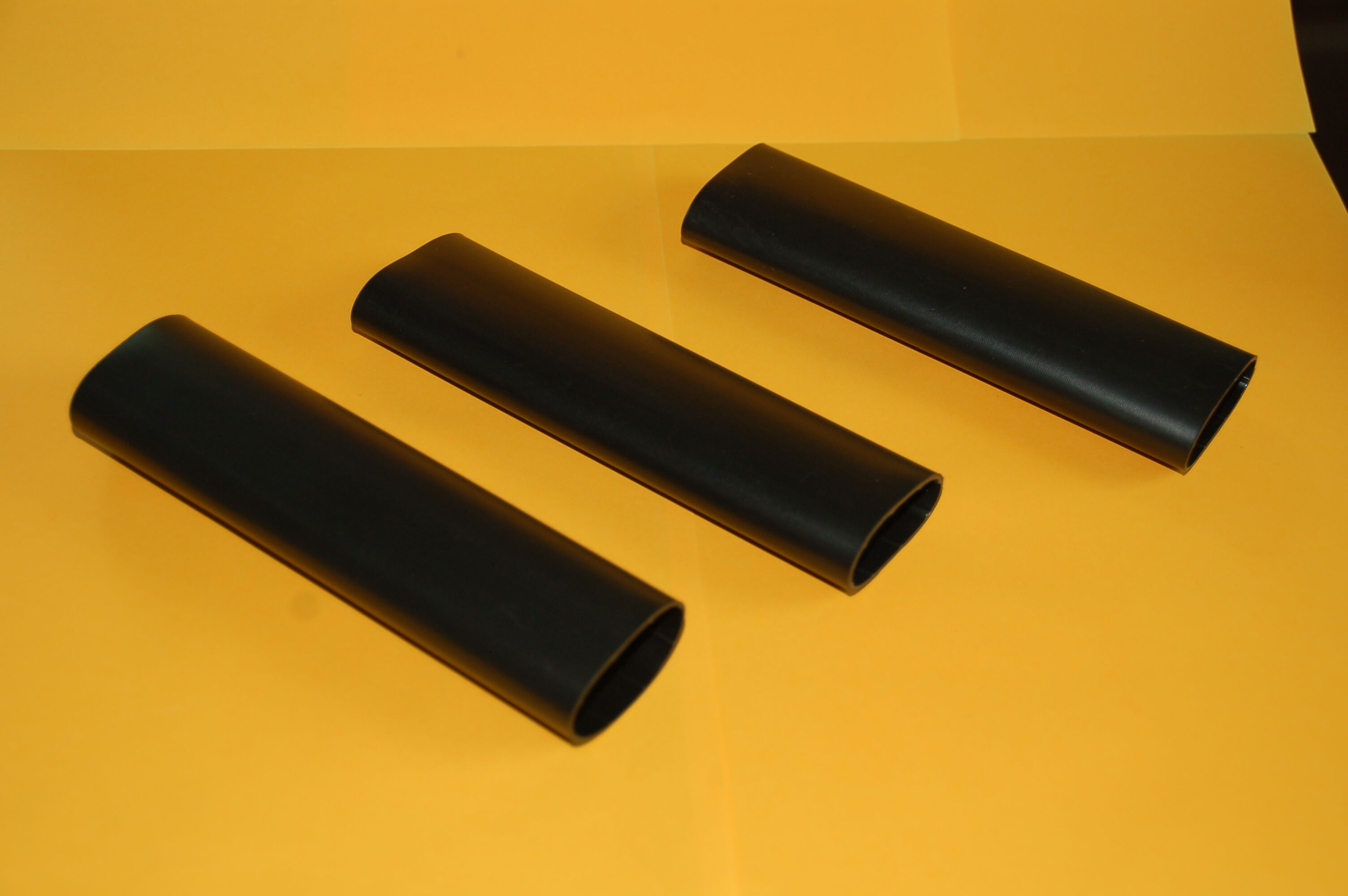
Shrink sleeve tubing represents a revolutionary packaging solution that transforms how products are labeled, protected, and presented across multiple industries. This innovative material consists of specialized polymer films that contract uniformly when exposed to controlled heat application, creating a seamless, contoured fit around various product shapes and sizes. The technology behind shrink sleeve tubing enables manufacturers to achieve full 360-degree graphics coverage while providing exceptional barrier protection against moisture, contamination, and tampering. The manufacturing process involves sophisticated polymer extrusion techniques that create films with predetermined shrink ratios, typically ranging from 40% to 78% in both machine and transverse directions. These engineered properties allow shrink sleeve tubing to accommodate complex container geometries, including curved surfaces, tapered bottles, and irregular shapes that traditional labeling methods cannot effectively address. The material composition varies depending on specific application requirements, with options including PVC, PETG, OPS, and specialized multilayer constructions. Each material type offers distinct characteristics in terms of clarity, shrink performance, chemical resistance, and temperature tolerance. Modern shrink sleeve tubing incorporates advanced printing technologies that enable high-definition graphics, vibrant colors, and intricate designs that maintain their integrity throughout the shrinking process. The application process utilizes precision heat tunnels or steam chambers that activate the shrinkage mechanism while ensuring consistent results across production runs. Quality control systems monitor temperature distribution, dwell time, and shrink uniformity to maintain optimal performance standards. This technology serves diverse sectors including food and beverage packaging, pharmaceuticals, cosmetics, household products, and industrial applications. The versatility of shrink sleeve tubing extends beyond basic labeling to include tamper-evident sealing, multi-pack bundling, and promotional packaging solutions. Environmental considerations have driven innovations in recyclable and biodegradable shrink sleeve tubing formulations, addressing sustainability concerns while maintaining performance characteristics. The continuous evolution of this technology incorporates smart packaging features, enhanced barrier properties, and improved processing efficiency to meet demanding market requirements.