heat shrinkable sleeve for underground cable
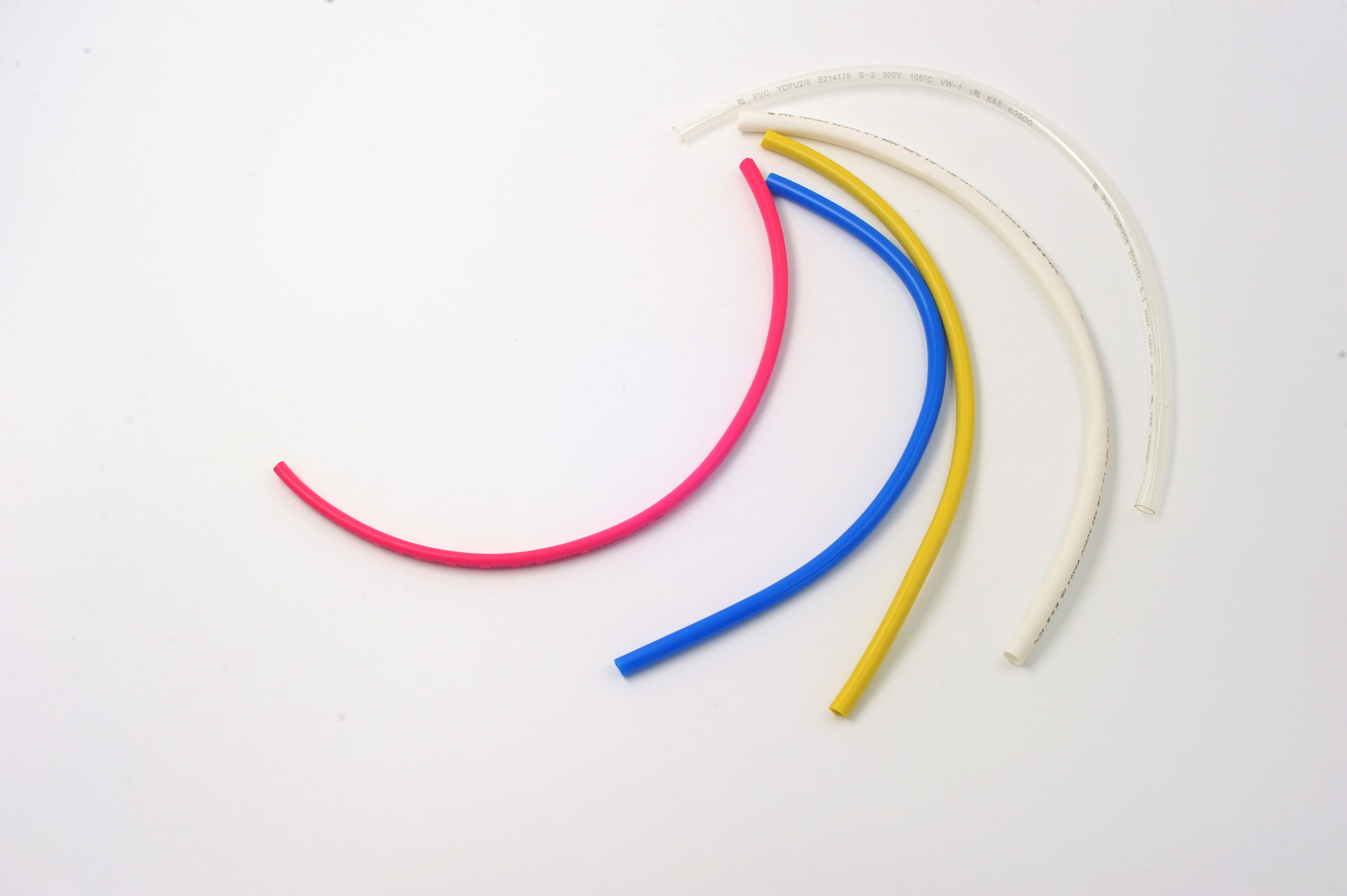
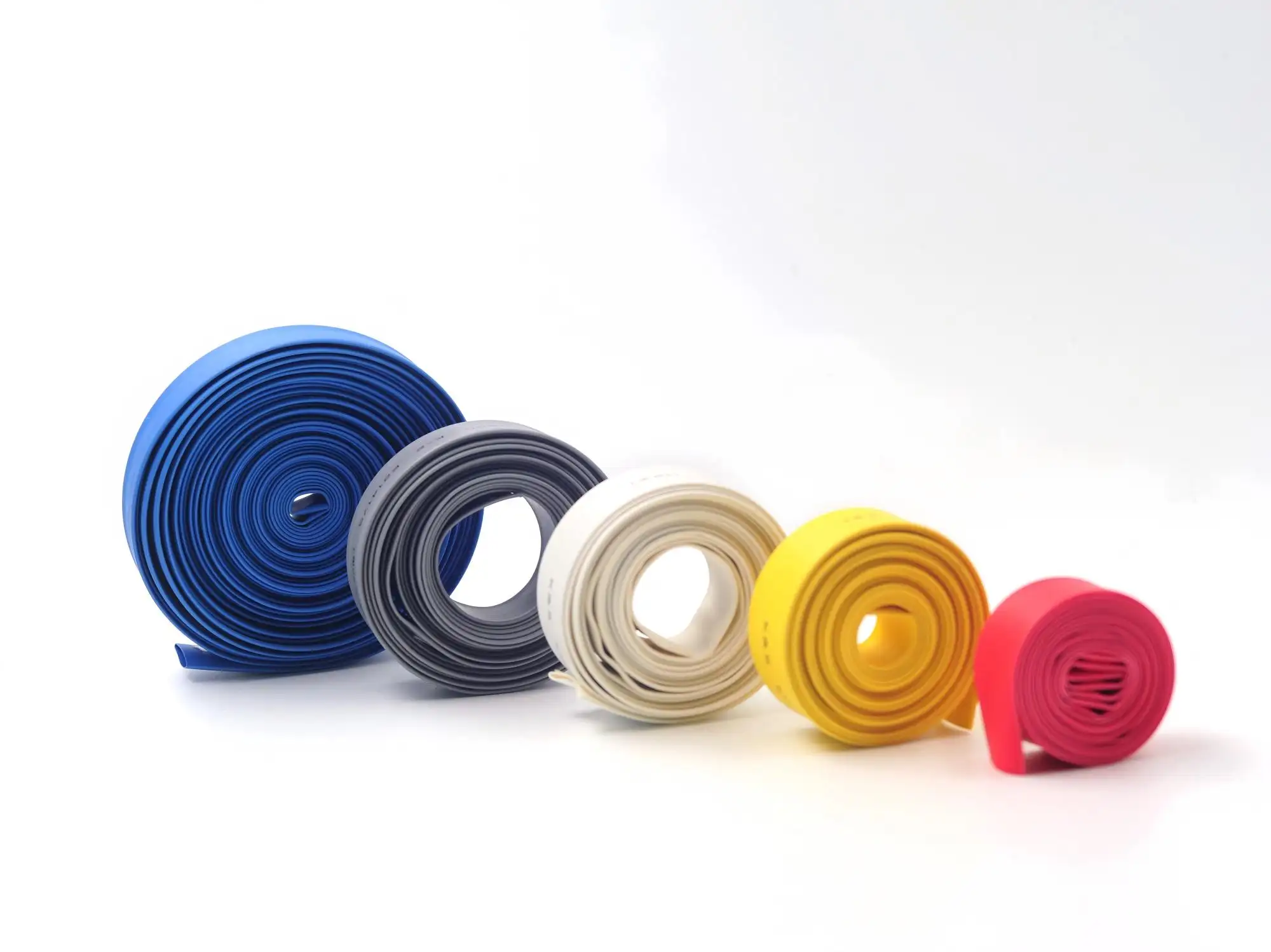
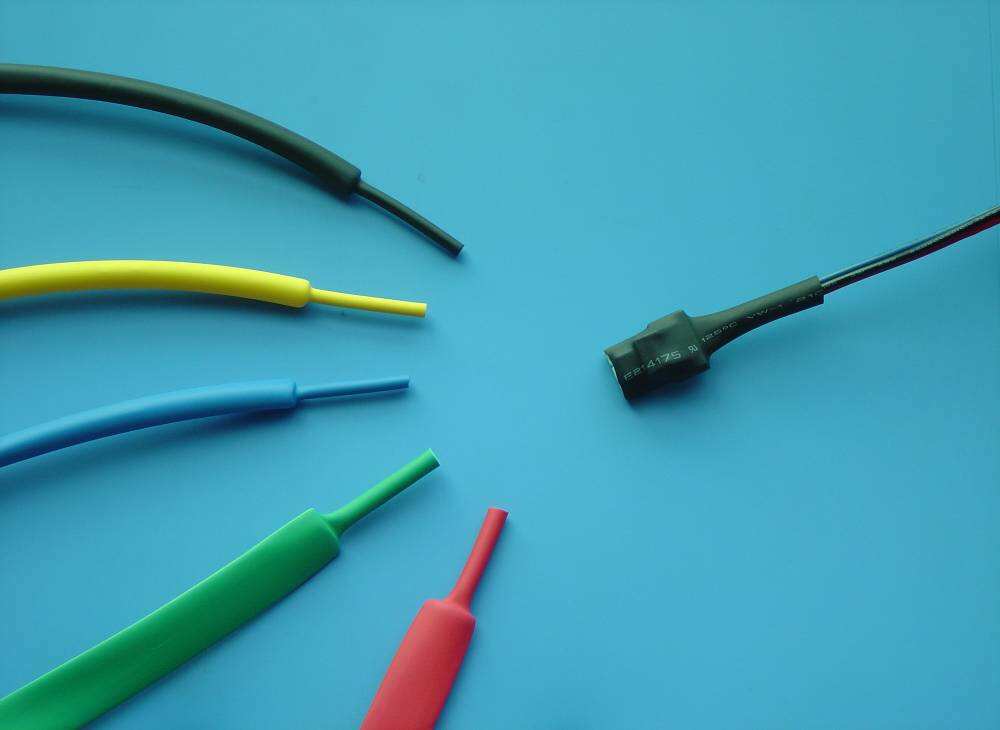
Heat shrinkable sleeve for underground cable represents a critical protective solution designed to safeguard buried electrical installations from environmental hazards and mechanical damage. These specialized sleeves utilize advanced thermoplastic materials that contract when heated, creating a tight, waterproof seal around cable joints, splices, and terminations. The primary function of heat shrinkable sleeve for underground cable involves providing comprehensive insulation and moisture protection for electrical connections buried beneath the ground surface. These protective sleeves feature multi-layer construction incorporating adhesive linings that activate during the shrinking process, ensuring complete environmental sealing. The technological foundation of heat shrinkable sleeve for underground cable relies on cross-linked polyethylene or similar polymer materials that exhibit controlled shrinkage ratios, typically ranging from 3:1 to 4:1. This shrinkage capability allows the sleeve to accommodate various cable diameters while maintaining consistent wall thickness after installation. Advanced formulations include UV-resistant additives, anti-tracking compounds, and flame-retardant properties that enhance long-term durability. Applications for heat shrinkable sleeve for underground cable span numerous industries including telecommunications, power distribution, railway systems, and industrial automation. Utility companies frequently deploy these sleeves for medium and high-voltage cable networks, while telecommunications providers utilize them for fiber optic and copper cable protection. The installation process involves positioning the sleeve over the cable joint, applying controlled heat using specialized equipment, and allowing the material to conform to the cable geometry. Modern heat shrinkable sleeve for underground cable products incorporate strain relief boots, breakout configurations, and multiple sealing zones to address complex installation requirements. Quality specifications typically include dielectric strength ratings, moisture penetration resistance, and mechanical stress tolerance parameters that ensure reliable performance throughout the cable system's operational lifetime.