heat shrinkable tube materials explained
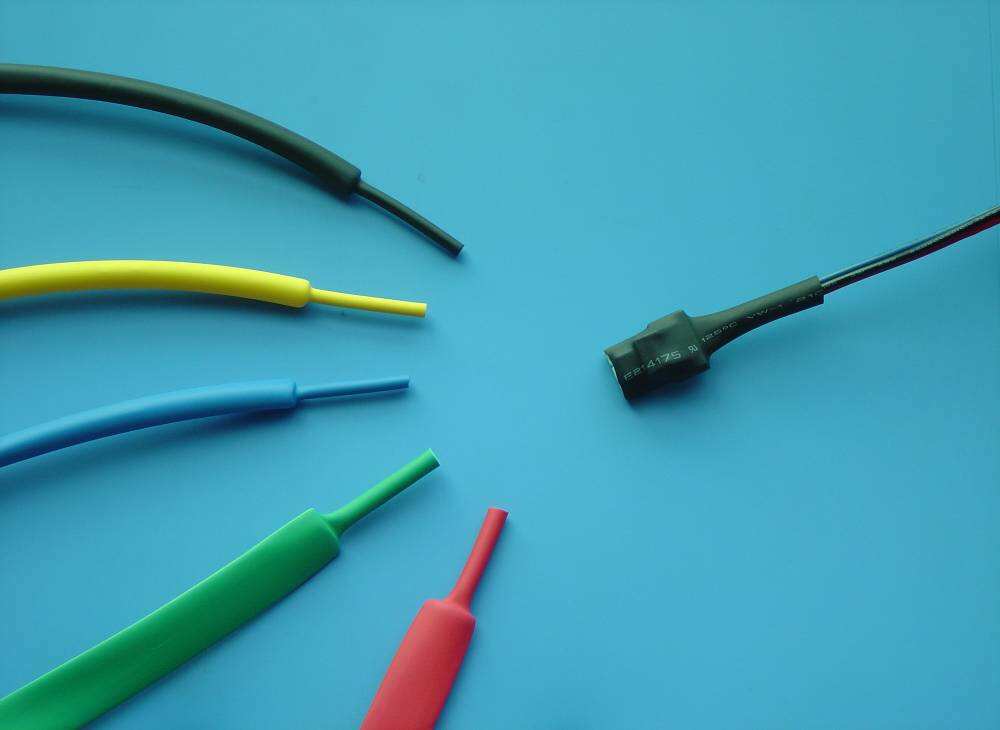
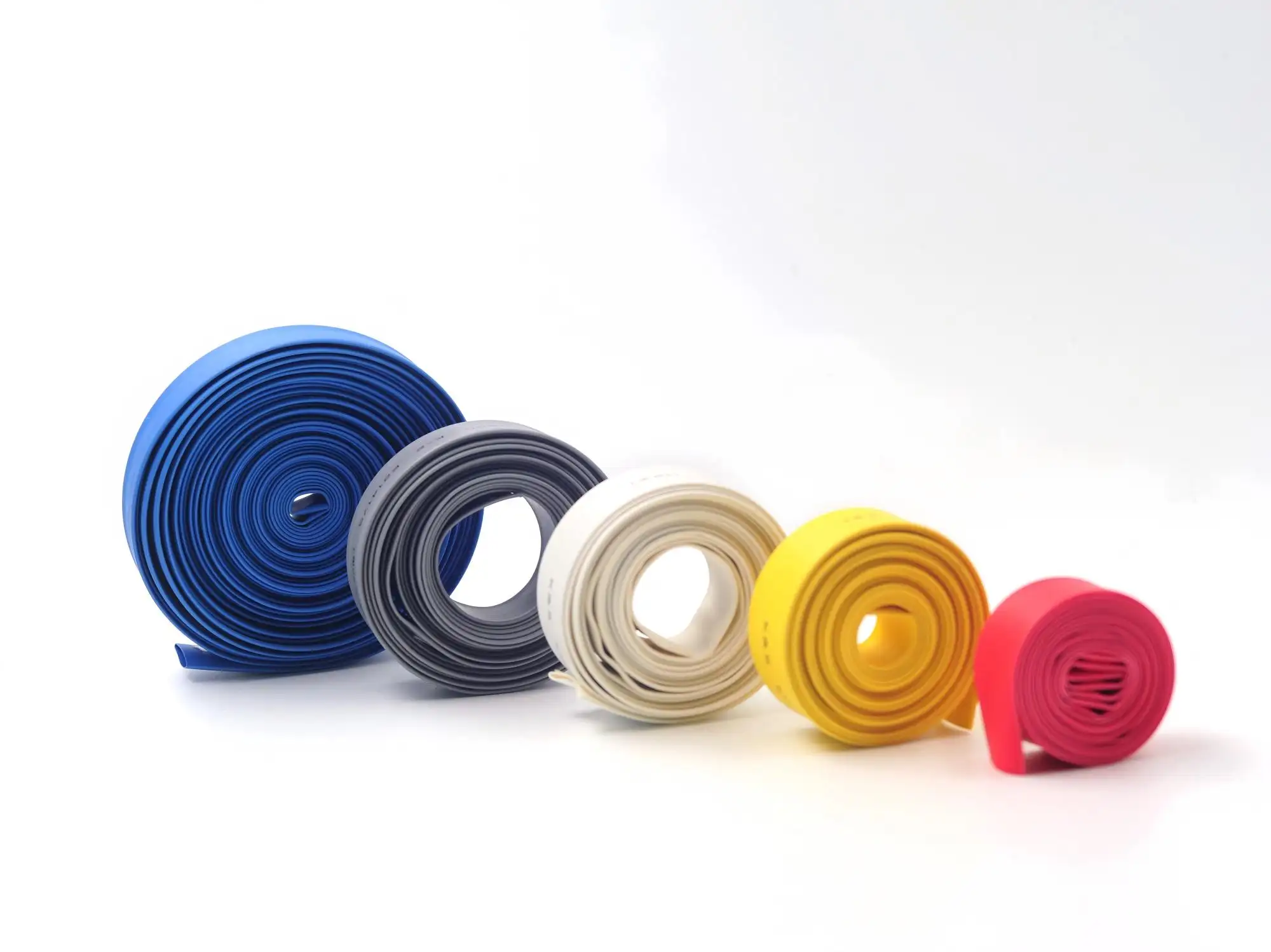
Heat shrinkable tube materials explained represent a revolutionary advancement in protective technology, offering versatile solutions for various industrial and commercial applications. These innovative polymer-based products consist of specialized thermoplastic materials that contract when exposed to controlled heat, creating tight-fitting protective barriers around cables, wires, joints, and components. The fundamental principle behind heat shrinkable tube materials explained involves cross-linked polyethylene or polyolefin compounds that possess memory properties, allowing them to return to their original smaller diameter when heated. This unique characteristic makes them indispensable for electrical insulation, environmental protection, and mechanical strain relief across multiple industries. The technological features of heat shrinkable tube materials explained include excellent dielectric strength, superior chemical resistance, and outstanding flexibility over wide temperature ranges. These materials typically shrink at temperatures between 120°C to 150°C, providing consistent and reliable performance in demanding environments. The shrinkage ratio commonly ranges from 2:1 to 4:1, ensuring proper fit over various component sizes. Modern heat shrinkable tube materials explained incorporate advanced flame-retardant properties, UV resistance, and enhanced durability characteristics that extend service life significantly. Applications span telecommunications, automotive, aerospace, marine, and renewable energy sectors, where these materials protect critical connections from moisture, dust, chemicals, and mechanical damage. In telecommunications infrastructure, heat shrinkable tube materials explained provide essential protection for fiber optic splices and cable joints. Automotive applications utilize these materials for wire harness protection and connector sealing. The aerospace industry relies on their lightweight yet robust characteristics for avionics systems. Marine environments benefit from their saltwater resistance and weatherproofing capabilities. Installation requires minimal specialized equipment, typically involving heat guns or ovens to achieve proper activation temperatures.